Today I’m talking to you about a fairly unknown company that offers a service that is quite unusual. I’m presenting the Canadian company Aqualu Industries Inc.
The company, which has been in business for over 20 years, is in Kelowna, British Columbia. They specialize in manufacturing, welding, and fabricating aluminum parts; from the simple custom part for your vehicle such as a dash panel to the complete manufacturing of an all-aluminum tub for your Jeep TJ.
I spoke with Mr. Doucet at Aqualu Industries Inc. to find out more about the company and the different products and services offered.
4X4SETUP: Let’s start with a fairly simple question, for people who are not very familiar with aluminum, what do you think are the advantages of using this material for our vehicle?
AQUALU: The primary reason, of course, is that aluminum does not rust. Secondly, it is a much lighter material, so for competition vehicles, it is a considerable advantage. It is also stronger than steel if we compare lb to lb.
4X4SETUP: For which vehicle makes/models do you offer an all-aluminum tub?
AQUALU: The list is very long. Over the years we have completed several different projects, often Jeeps, Land Cruisers, Samurais, but also completely custom vehicles.
4X4SETUP: So, if I want to make a buggy and I can provide you with the 3D computer drawings of my project, can you make it?
AQUALU: Yes, we manufacture Jeep-style parts that are made to fit in buggies. Customization and assembly are done by the client.
4X4SETUP: Can you be more specific about the specs of the materials you use?
AQUALU: All our bodies are made of 5052 aluminum 5/32 (.156) thick. This is about 4 times thicker than the steel used in the original bodies. For accessories such as grills, fenders or tailgates, we use 5052 aluminum 1/8 (.125) thick.
4X4SETUP: Can we order the tub in parts and assemble it ourselves?
AQUALU: We only offer the assembled body as seen on our website. Only a few modifications are left to the customer.
4X4SETUP: Do you have an example of the difference in weight between an aluminum tub and an original tub for a vehicle like a Jeep for instance.
AQUALU: For example, our CJ7 body weighs 246lbs compared to 472lbs for the original body, and it is 60% to 80% stronger.
4X4SETUP: The famous question is, how much does a complete tub cost, approximately?
AQUALU: On our website, items are listed with their price, but we also have packages. Our most popular package is the FJ40 which is also the most comprehensive one we offer. For 1978 and older FJ40, it is about CAN$4,044 and it can go up to $15,000 depending on what the client wants. Here is a link where you can find examples of prices:
4X4SETUP: Does aluminum require a different painting process?
AQUALU: Yes, there are three options. In general, the first and the most popular is powder coating. The second requires two coats of different primer and finishes with automotive paint. Finally, we also have some customers who left the aluminum product as is and only buffed out the vehicle.
4X4SETUP: A favorite project in all these years?
AQUALU: After all these years several beautiful projects have seen the light here, but my favorite is probably our most recent project. The owner designed and built himself a completely custom vehicle with a 4-wheel independent and directional suspension, totally crazy.
Here is a short video of one of the company’s projects, a super FJ80
This is the second one we have converted from ICE (internal combustion engine) to an all electric drive. The Samurai still has all wheel drive and the performance has increased, even at 115 Volts with an AC drive motor. Growing up on a farm in Iowa in the late 1970’s, we put a 283 Chevy motor in a 1941 Willies Jeep. We used that to pull hayracks or chasing cows over 640 acres. It was a great all around farm vehicle that we could take to town or on the dirt roads. Since moving to North Carolina in 2000 I connected with an Electric Vehicle group in the Raleigh area. That is when I got hooked on electric drive systems, the instant torque, the quiet ride, and most importantly – no gas. In 2010 Mike Rollins and I connected after doing independent electric conversion projects and in comparing notes, we shared many of the same experiences. Our shared experiences were good and some not so good. This is when Mike joined Green Cycle Design Group.
Our first conversion was a Factory Five 33 Ford Roadster in conjunction with Whitby Motorcars in Greensboro, NC. In 3.5 months, we built a blank chassis and body to an all electric drive.
Ford Roaster 1932
At that time Tesla was in its infancy and not a major player yet. Conversion companies were starting to take hold we were one that has survived the Tesla movement because we created four core EV components to simplify EV conversions. We invented an ignition board, 5-gauage instrument panel, lighting DOT board that has all DOT lights on individual circuits, and our own battery management system. Whitby’s employees gave us so much grief that it was board line insubordination. However, at the end of two weeks of driving time, they were fighting with each other to see who could back it out of the shop in the morning and drive it back into the shop at closing time. What a 180 turn. This roadster was the first ever EV on Charlotte Motor Speedway and yes with a top end of 140+ MPH we were keeping up with the bad boys. From that point on, we started looking for vehicles to start our conversion company. The Samurai was much like the 41 Willies I had in high school and as Paul Harvey would say, “Now the Rest of the Story”.
2: Explain us the steps of building the project, with photos in chronological order. You can of course talk about the challenges you had to face during the project.
What I tell everyone is to pick a vehicle that you will enjoy driving for the next ten years or more. There are benefits such as the lighter the vehicle the better the range but if you don’t like it upon completion, it won’t give you the satisfaction you were looking for. You will put in a good deal of time and skimping on things now will lead to a disappointing end result. Been there and done that too many times. The Samurai, for me, was a perfect choice as it gave me the freedom of an open top, doors or no doors, 4-wheel drive, light weight, small turning radius and an all-around great vehicle to drive back and forth from home to work. Simply plug in at night and ready for the 30 mile commute the next day.
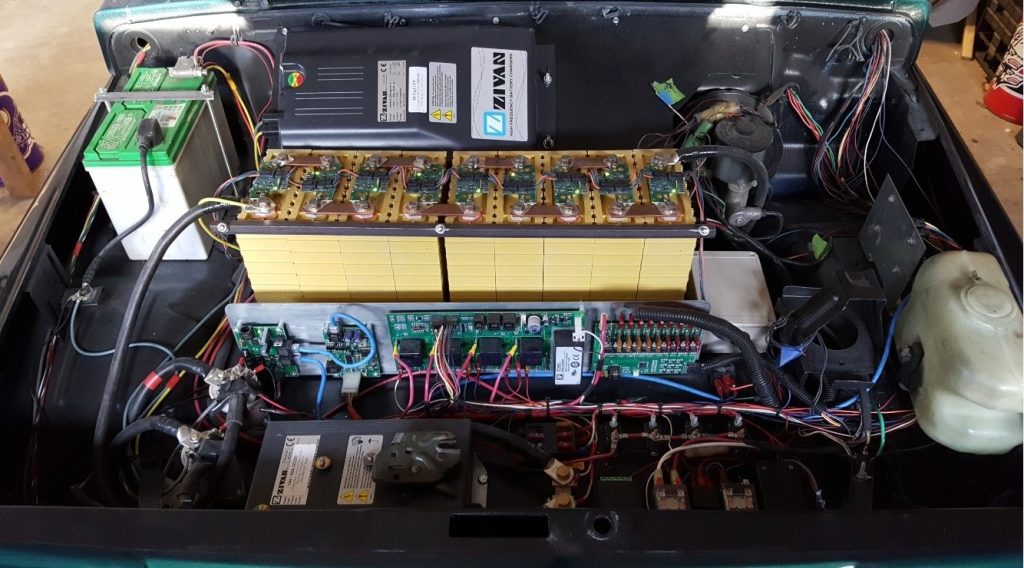
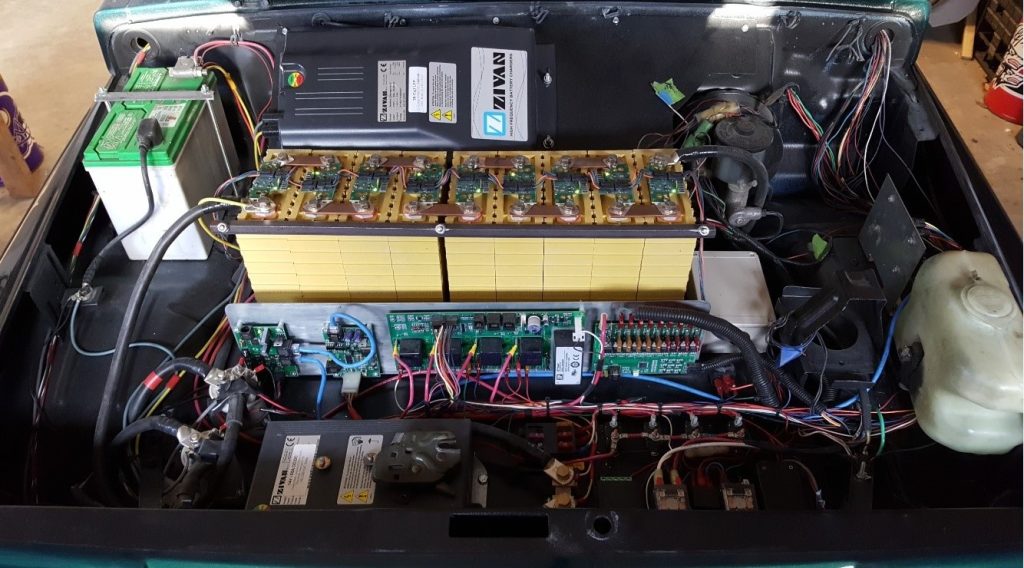
First is to locate the right vehicle. My partner converted a 1980 S-10 to 144 Volts DC and used lead acid for the battery storage. Three years later we removed the lead acid batteries and replaced them with lithium cells. We dropped 700 pounds and with a similar amperage pack, we went from barely 40 mile range to a good 45 mile range so weight does make a difference. We will use the Samurai from this point on and the obstacles to watch out for will be explained and will be consistent with any vehicle conversion project. We look for factors like distance from front of transmission to front of vehicle to determine motor/controller type. Next is to examine the chassis for any rust or structural weaknesses. We always clean underneath and undercoat the belly. It is much easier to clean and undercoat when everything is stripped out. With our DOT light board, we remove all wiring from this vehicle and string new wires to make sure everything works properly and it eliminates a lot of confusion later on. Last will be to locate and remove the gas tank. Take plenty of measurements and on paper or CAD, layout the possible areas where batteries can be located.
After
Before
For the Samurai, we choose to use the 115V AC drive system due to limited space issues for motor/controller, additional batteries, and home designed circuit boards. Plus, spinning wheels wasn’t a big issue for us as efficiency and local transportation. The Samurai’s, at least in the 80’s, did not have computer controls for ABS brakes, etc. so we did not have to maintain a vehicle computer. This AC drive system runs 6800 rpm’s max and in keeping the manual transmission we only needed 2nd and 3rd gears. Reverse is nice but we could use the motor controller’s reversing function if we wanted. We just keep the manual reverse so it would limit the backing up speed. Using the motor controller reverse would allow the operator to back up in any gear and potentially go way too fast. If you choose a vehicle with an automatic, you will need to add a small pump to keep the torque convert running at 700 rpm’s – like that of a gas vehicle. Some controllers will allow for this function but it isn’t a practical way to operate an EV. Also, I enjoy the manual shifting and the freedom to pull things around or go rock crawling. Rock crawling with this setup is great because of the high rpm’s, low end torque, and standard high low 4-wheel and 5 speed transmission are a great setup.
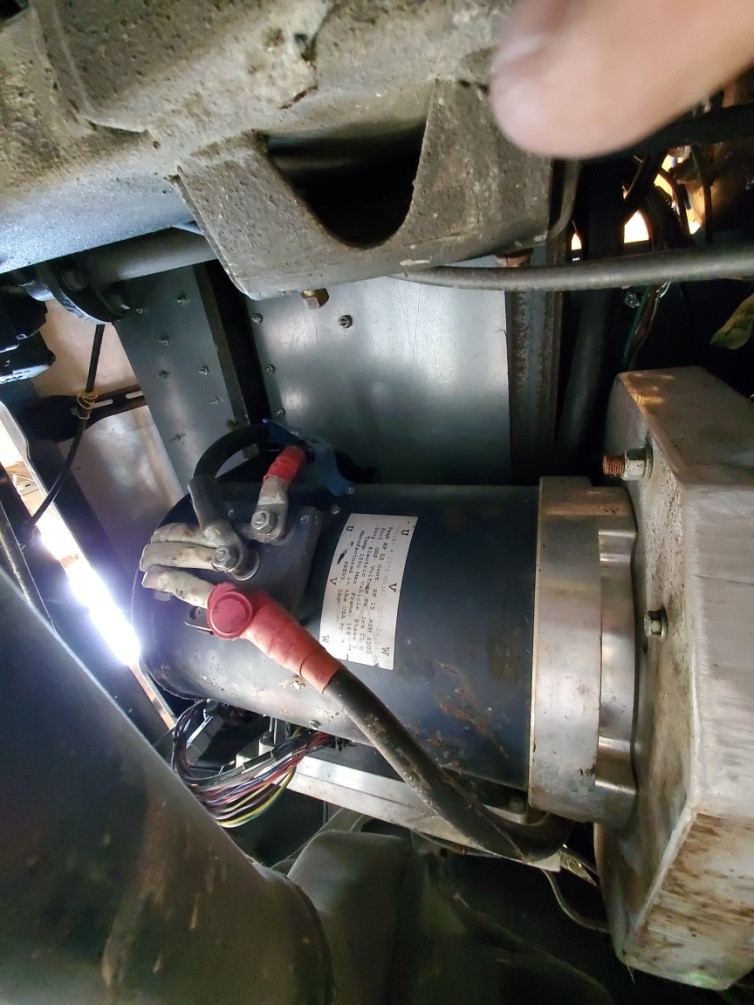
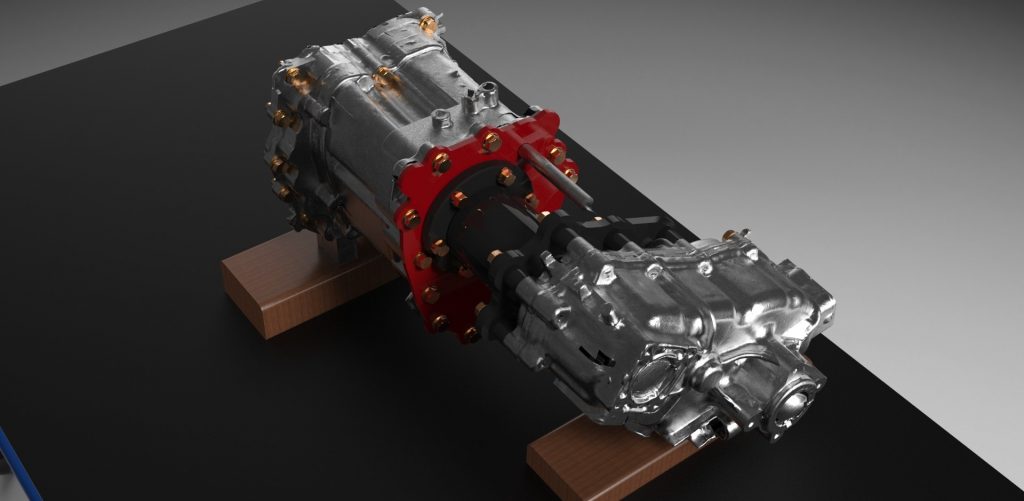
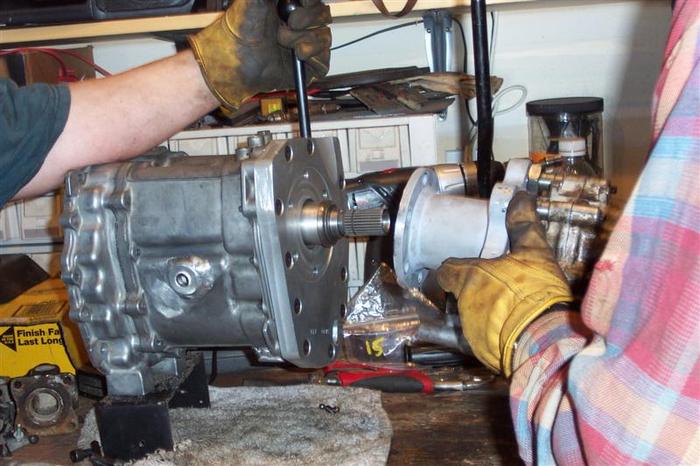
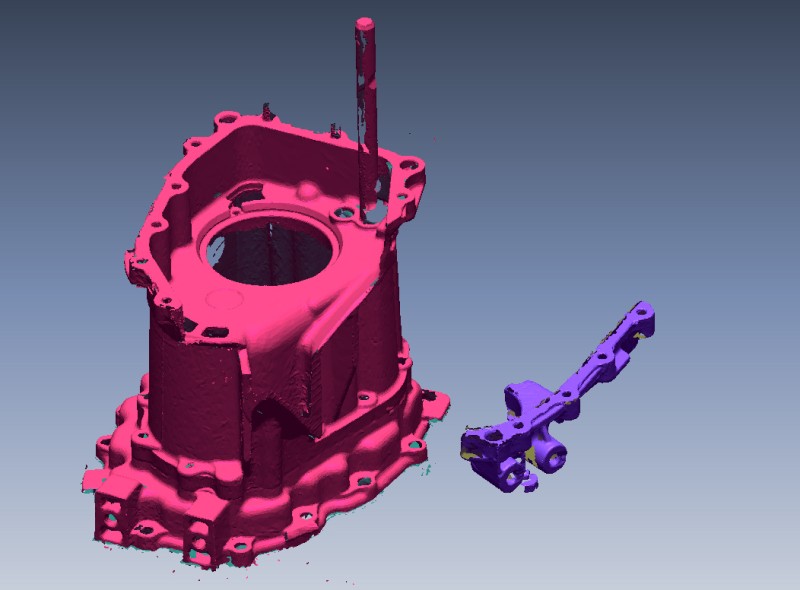
Once the motor/controller drive system is committed to, you will need to make a template of the bell housing (or locate an off the shelf adapter) and drill holes, determine the distance from the splined shaft to the motor face. This takes time and can save you about $400 to $800 but will still cost about $400 to build. Purchase a lovejoy connector with 1-1/8” diameter keyed shaft. Bore one end to press fit the center piece of the clutch plate to keep the matching splines and tig weld this piece into the bored end of the lovejoy connector. The keyed shaft will slide over the motor shaft (make sure to order the motor this way). You may have to make a spacer plate that mounts to the bell housing and the motor face plate. I used 4” thick aluminum plate and my buddy waterjet cut the patterns. I did have to tweak one hole and perfect fit. The lovejoy connector (or figuring out how to adapt the clutch plate) is necessary as the instantaneous torque will wear out the splines from the clutch plate if the rubber spider is not present (or direct connect, been there done that too). Using motors that do not have regenerative breaking allows you to remove the clutch altogether. If you have regenerative breaking then a clutch plate setup should be used in order to shift gears. Use the rubber mounting pads from the ICE and build a bracket to mount to the motor face (opposite end of the output shaft). Mount the motor controller close to the motor so the maximum current draw is not lost in resistance of long cable connections.
Motor attached to the 4 thick aluminium Dc to Ac inverter
Battery selection is critical
Selecting the battery type, whether using lead acid or lithium is an expensive decision. Lead acid isn’t that much cheaper than lithium and the life span is considerably less. Advantages of lead acid batteries are you can get a battery from about anywhere, if you run empty – you can sit for about an hour and start back up again for a limp home situation, and they do not require battery management systems to keep them balanced. Cold weather can reduce range by as much as 40%, the lead acid choice requires 3X more space, and weight is about 3X heavier per kilowatt hour. Lithium cells can be acquired from salvaged wrecks or from conversion companies that stock lithium cells. You must read the specifications and understand what type of cell you can/should use. For EV use, you need a minimum 3C discharge capacity. This means that for 100 Amp hour capacity you can draw 300 amps constantly until the battery is discharged without damaging the cell. Most cells have a 10C for 10-15 seconds. If you have a motor controller that can deliver 600 amps to the motor then you would need a 200 Amp hour cell to prevent cell damage at wide open. While this is wide open, this rule of thumb works very well to allow your cells to breathe and reduce the chance for damage. When using lithium you MUST have a battery management system (BMS) that turns things on/off based on individual cell voltage. If one cell goes out of whack then the whole battery bank has the potential of following quickly. Don’t mean to scare anyone off but the BMS is what gives you the peace of mind all is good. Our experience is when using very good cells that you will not have much to worry about for the next 10 years. Once the battery type is chosen, check your measurements to see where you can install the cells. Watch for ground clearance and chassis depth. The Samurai is limited to battery locations. I removed the gas tank and cut out an area above the gas tank to insert a galvanized box that was about 12” wide x 13” deep x about 35” long. I was able to put 20 lithium cells in here at 100 Amp hour capacity. I cut out an area 12” x 12” x 13” deep between the transmission and left rear tire and transfer case. This housed another seven cells. We built a platform that went over the top of the motor/controller and housed all of our electronics and an additional nine cells. Totaling 36 cells at 100 Amp hours and connected in series (positive to negative throughout). Taking 36 cells X the nominal voltage of the LiFePO4 cells at 3.2 Volts X 100 Amp hours X 0.8 usable energy divided by 1000 will give you 9.2 kilowatts. For this vehicle we are looking at 3 miles per kWh or about 28 miles range. This worked for farm use but doesn’t have the range for driving back and forth to work. We stayed with this battery storage to make sure the whole system is working properly. We have since located a different cell that is smaller in size but we are also increasing our Amp hour capacity to 31 kWh or about 93 mile range. Adding more smaller and more powerful cells meant we had to build an additional battery box that is 15” wide X 35” long X 8” deep and it will fit perfectly behind the seats while still giving us some cargo capacity. The loss of room (for me anyway) and the gain of range was a win.
Front Battery compartment
Next is the sizing of the DC/DC converter. The converter is similar to that of a generator/alternator with an ICE. The DC/DC converter takes full pack voltage and converts it to 12.8 Volts or that of an auxiliary battery. This is to operate the lights and any other 12 Volt requirements. You have to add up all the possible 12 Volt draws such as lights, radio, contactors, etc. and then add about 20% for safety. The Samurai brakes are working about as well as the original system; however, if they were a bit stronger it would be nice. Because I know this I do take a little extra care and allow for a little less reaction time (not much less). The first Samurai I converted did require a vacuum pump and not sure what the differences were as they were both the same model year. The vacuum pump does require more amperage draw and will constantly turn on and off. It will suck down a lot of resources over the course of time. You may need to look at adding a vacuum booster to your braking system if it relied on the ICE to assist the brakes.
Back Battery pack
Heating and AC require major battery resources. Choosing the Samurai helped me with eliminating the need for air conditioning since we can remove the top and doors. If AC is a requirement you can order motors with double ended shafts and the controller choice has to be able to maintain 700 rpm’s to operate the AC while the vehicle is stopped at a stop sign or light and still provide cool air. Heating, on the other hand, is necessary to meet the highway safety standards. The heating system is primarily needed to defrost the windshield. Any additional heat for the Sammy would be wasted and hard to heat the whole cabin. Basically, dress in layers to keep warm. We plan to put a 4000 Watt inline water heater element into a reservoir and circulate through the existing Samurai’s ductwork. Some have put ceramic heaters in where the finned core was but 1500 Watts is not much to keep the occupants warm.
If it sounds intimidating it is on the first conversion. When we built our first there were several conversionist and they all put together packages. What they do is put together some basics such as motor, controller, converters, but leave out the little things that add up such as contactors, relays, wire, connectors, tools. By the time you get into the project and realize you are missing some things it can get very frustrating. Especially, when you find you are missing something order it and wait – then after installing that part you find out you are missing something else. It is the time element and unexpected costs that make your project start to feel like a money pit. At least until you take that first spin around the block and that electric smile makes it all worthwhile. I have attended several Cars and Coffees with different conversions and have always been well received. It is amazing how more power whether electric or ICE has that competitive edge and that competitive edge leads to a greater understanding of how we can progress together. Like back in the 60’s and 70’s ICE mechanics learned how to make Detroit build better vehicles – we now have a new breed of shade tree mechanics doing the same thing today and at a much faster pace. The one thing I do miss having grown up in the 70’s is the sound of power. When we raced our 33 Ford roadster at the dragstrip you could hear a pin drop in the stands. Everybody could hear the tires spinning and the smoke from the burnout but it was missing the noise factor.
3: Tell us where you are in the project and what you still have to do. You can include specs and data of the vehicle. What is your next project that you have in mind.
We are currently replacing the battery pack to make the Sammy more local friendly. Once this is accomplished we will license it again for the road. We have found that local driving requires about 80+ miles range. This allows for heating, AC, and having a little fun when applicable. Zero to 60 will be in the 8-9 second range which is better than the original ICE. Our roadster was one of the first to do 0-60 in 7.2 seconds and that was very impressive back then. We know how to beat that in less than 10 years through a combination of higher voltage and more AC drives instead of DC. AC drive systems can achieve 10,000 to 14,000 rpm’s and with the right gearing can achieve 0-60 times in less than 3 seconds. The development of our ignition system, our DOT lighting board, our gauges, and our battery management system have helped us make conversions simpler and the conversion process much quicker.
We already have another truck project where we have remove a Nissan Leaf drive system and plan to implement it in a Korean built pickup similar to the Ford Explorer truck version. Using the inverter and AC drive system we will have heat and AC from an air to air heat pump system. We will be putting 100 LiFePO4 cells with graphene into this system. This will give us about 300 miles range and about 10,000 cycle life from deep discharge to full charge. We expect this system to perform at least 10 years or longer.
Nous aimons beaucoup suivre les projets hors normes au magazine. Et c’est toujours impressionnant de voir le savoir-faire de certains innovateur dans le domaine de l’automobile. Aujourd’hui on vous présente un samouraï entièrement électrique.
Expliquez-nous d’où est venue l’idée, pourquoi vous faites ce projet et parlez-nous un peu de vous.
Modifier un Suzuki Samurai
C’est le deuxième véhicule à moteur à combustion interne que nous convertissons en véhicule 100 % électrique. Le Samurai a encore une transmission intégrale, et la performance s’est améliorée, même à 115 V avec un moteur d’entraînement à courant alternatif.
À la ferme familiale, en Iowa, à la fin des années 1970, nous avons installé un moteur Chevrolet 283 dans un Jeep Willys 1941. Nous l’utilisions pour tirer les balles de foin ou pour courir après les vaches sur plus de 640 acres. C’était un véhicule de ferme polyvalent que nous pouvions conduire au village ou sur les chemins de terre.
Depuis que j’ai déménagé en Caroline du Nord, en 2000, je suis en contact avec des membres d’un groupe de véhicules électriques de la région de Raleigh. C’est à partir de ce moment-là que je suis devenu accro aux systèmes de conduite électrique, au couple instantané et à la conduite silencieuse, mais surtout au fait de ne plus consommer d’essence. En 2010, Mike Rollins et moi sommes entrés en contact après avoir fait des projets de conversion électrique chacun de notre côté. En comparant nos notes, nous avons remarqué que nous avions beaucoup d’éléments communs. Certaines de nos expériences étaient bonnes, d’autres l’étaient moins. Mike s’est joint au Green Cycle Design Group.
Notre première conversion a été un Factory Five 33 Ford Roadster, en collaboration avec Whitby Motorcars à Greensboro, en Caroline du Nord. En trois mois et demi, nous avons monté un châssis et une carrosserie pour un véhicule tout électrique. Ce fut d’ailleur le premier vehicule électrique à courir sur la prestigieuse piste de course de Charlotte Motor Speedway Charlotte. Elle à fait 0-60MPH en 7,1sec. À cette époque c’étais pas commun de voir des voiture électrique et la première fois sur cette piste d’acellaration, la foule étais silencieuse lorsque qu’elle a vue ce bolide silencieux bruler des robers.
Ford Roaster 1932
Ford Roaster 1932
À cette époque, Tesla n’en était qu’à ses débuts et n’était pas encore un acteur majeur. Les entreprises de conversion commençaient à s’installer. Nous avons survécu au mouvement Tesla parce que nous avons créé quatre composants de base pour simplifier les conversions de véhicules électriques. Nous avons inventé un ignition board, un tableau de bord avec cinq indicateurs, un lighting DOT board dont les lumières sont sur des circuits individuels, ainsi que notre propre système de gestion de batterie. Les employés de Whitby nous ont donné tellement de misère que ça s’approchait de l’insubordination. Par contre, au bout de deux semaines de conduite, ils se chicanaient pour pouvoir sortir le véhicule du garage le matin et le rentrer le soir. Ce roadster a été le tout premier véhicule électrique à rouler sur la piste de course de Charlotte. À une vitesse de plus de 225 km/h, il pouvait suivre les bad boys. À partir de ce moment-là, nous avons commencé à chercher des véhicules pour démarrer notre entreprise de conversion. Le Samurai ressemblait beaucoup au Willys 41 que j’avais eu à l’époque de l’école secondaire. Pour la suite, c’est ce que l’animateur de radio américain Paul Harvey appelerait « le reste de l’histoire ».
Expliquez-nous les étapes du montage du véhicule, avec des photos en ordre chronologique. Vous pouvez parler des défis que vous avez rencontrés au cours de votre projet.
Ce que je dis à tout le monde, c’est de choisir un véhicule que vous aurez du plaisir à conduire au cours des dix prochaines années, ou même plus. Il y a des avantages – par exemple, plus le véhicule est léger, meilleure est l’autonomie – mais si vous n’aimez pas le véhicule une fois le projet complété, il ne vous apportera pas la satisfaction que vous recherchiez. Vous allez y consacrer beaucoup de temps. Si vous lésinez sur des choses maintenant, vous obtiendrez un résultat décevant. Je parle par expérience; je l’ai trop souvent vécu. Pour moi, le Samurai était le choix idéal avec son toit et ses portes qui s’enlèvent, sa transmission intégrale, son poids léger, son rayon de braquage court, et le fait qu’il soit un excellent véhicule polyvalent pour faire les aller-retours entre la maison et le travail. Il ne suffit que de le brancher le soir et il est prêt pour le trajet de 48 km le lendemain.
La première étape, c’est de trouver le bon véhicule. Mon partenaire a converti un S-10 1980en 144 V c.c. en installant des batteries au plomb acide. Trois ans plus tard, nous les avons remplacées par des piles au lithium. Le véhicule s’est allégé de 700 lb, et avec une intensité de courant similaire, l’autonomie est passée de presque 64 km à 72 km. Donc, le poids fait une différence.
Suzuki Samourai
Nous avons utilisé le Samurai à partir de ce moment-là, et les points à surveiller sont les mêmes que pour tout autre véhicule. Nous prenons en considération des facteurs tels que la distance entre l’avant de la transmission et l’avant du véhicule pour déterminer le type de moteur/contrôleur. Ensuite, il faut examiner le châssis pour voir s’il y a de la rouille ou des faiblesses structurelles. Nous nettoyons toujours le dessous et mettons une couche antirouille sur le belly. Il est beaucoup plus facile de nettoyer et de mettre l’antirouille lorsque tout est enlevé. Avec notre DOT light board, nous enlevons tout le câblage du véhicule et en faisons un nouveau pour nous assurer que tout fonctionne correctement, et ça élimine beaucoup de confusion par la suite. Enfin, il faut localiser et enlever le réservoir d’essence. Il faut prendre de nombreuses mesures et, sur papier ou par dessin assisté par ordinateur, il faut tracer les endroits possibles où installer les batteries.
Après
Avant
Pour le Samurai, nous avons opté pour le système d’entraînement de 115 V c.a. en raison de l’espace limité pour le moteur/contrôleur, les batteries supplémentaires et nos cartes de circuit imprimé. De plus, les roues qui tournent n’étaient pas un gros problème en termes d’efficacité et de transport local. Les Samurai, du moins dans les années 1980, n’avaient pas de commandes informatiques pour les freins ABS, par exemple, ainsi nous n’avions pas besoin d’entretenir un ordinateur de bord. Ce système d’entraînement tourne à un maximum de 6800 tr/min, et en conservant la transmission manuelle, nous n’avions besoin que des 2e et 3e vitesses. La marche arrière est bien, mais nous pouvions utiliser la fonction de marche arrière du contrôleur si nous le voulions. Nous avons gardé la marche arrière manuelle pour limiter la vitesse de recul. L’utilisation de la marche arrière du contrôleur permettrait au conducteur de reculer dans n’importe quel gear et d’aller potentiellement trop vite. Si vous choisissez un véhicule avec une boîte automatique, vous devrez ajouter une petite pompe pour maintenir le couple à 700 tr/min – comme un véhicule à essence. Certains contrôleurs permettent cette fonction, mais ce n’est pas un moyen pratique de faire fonctionner un VE. Personnellement, j’aime le changement de vitesse manuel, tirer et grimper sur des roches. D’ailleurs, grimper sur les roches avec ce setup est formidable en raison du régime élevé, du couple à bas régime, du standard high low 4-wheel et de la transmission à 5 vitesses.
Une fois que le système d’entraînement du moteur/contrôleur est choisi, vous devrez faire un gabarit du bell housing(ou encore trouver un adaptateur standard) et percer les trous. Il faut déterminer la distance entre le splined shaft et le motor face. Ça prend du temps et ça vous coûtera environ 400 $ à le faire, mais ça vous permettra d’économiser entre 400 $ et 800 $ environ. Procurez-vous un connecteur lovejoy avec un keyed shaft de 1-1/8″ de diamètre. Percez une extrémité pour emmancher à force la pièce centrale de la clutch plate en conservant les cannelures correspondantes, et soudez cette pièce dans l’extrémité percée du connecteur lovejoy. Le keyed shaft glissera sur le motor shaft (assurez-vous de commander le moteur de cette façon). Vous devrez peut-être fabriquer un spacer plate qui se monte sur le bell housing et le motor face plate. J’ai utilisé une plaque d’aluminium de 4 pouces d’épaisseur, découpée au jet d’eau. J’ai dû ajuster un trou pour que ça fit parfaitement. Le connecteur lovejoy (ou trouver comment adapter la clutch plate) est nécessaire, car le couple instantané usera les cannelures de la clutch plate si le rubber spider n’est pas présent (ou direct connect – ça aussi, je l’ai vécu). Utiliser un moteur qui n’a pas de freinage par récupération vous permet d’enlever la clutch. Si vous avez un freinage par récupération, une clutch plate setup doit être utilisée pour changer de vitesses. Utilisez les rubber mounting pads du moteur à combustion interne et installez une bracket sur le motor face (à l’extrémité opposée du output shaft). Installez le contrôleur de moteur près du moteur pour que l’appel de courant maximal ne se perde pas dans la résistance des connexions de longs câbles.
Moteur et son attachement
Choisir la batterie est une étape cruciale
Convertisseur AC/DC
Choisir une batterie, qu’elle soit au plomb-acide ou au lithium, va coûter cher. Le plomb n’est pas beaucoup moins cher que le lithium et la durée de vie est considérablement inférieure. Parmi les avantages des batteries au plomb, vous pouvez vous en procurez une à peu près n’importe où. Puis si vous êtes à vide, vous pouvez attendre environ une heure et redémarrer pour rentrer chez vous tranquillement. Elles ne requièrent pas de système de gestion de batterie pour les maintenir équilibrées. Cependant, le temps froid peut réduire l’autonomie jusqu’à 40 %. Une batterie au plomb demande 3 fois plus d’espace. Le poids est environ 3 fois plus lourd par kWh. Les piles au lithium peuvent être récupérées ou obtenues auprès d’entreprises de conversion qui en stockent. Vous devez lire les spécifications et savoir quel type de pile vous pouvez ou devriez utiliser. Pour une utilisation VE, vous aurez besoin d’une capacité de décharge minimale de 3C. Cela signifie que pour une capacité de 100 Ah, vous pouvez consommer 300 A en permanence jusqu’à ce que la batterie soit déchargée sans endommager la pile. La plupart des piles ont un 10C pendant 10-15 secondes. Si vous avez un contrôleur de moteur qui peut fournir 600 A au moteur, vous aurez besoin d’une pile de 200 Ah pour éviter de l’endommager à pleine ouverture. Bien qu’il s’agisse d’une grande ouverture, cette règle fonctionne très bien pour permettre aux piles de respirer et de réduire les risques de dommages. En utilisant du lithium, vous devez absolument avoir un système de gestion de batterie (SGB) qui allume et éteint les affaires en fonction de la tension de chaque pile. Si une pile est détraquée, l’ensemble du groupe de batteries a de bonnes chances de suivre rapidement. Nous ne voulons pas vous effrayer, mais le SGB est ce qui vous donnera la tranquillité d’esprit. Notre expérience démontre que vous n’aurez pas à vous en faire pendant les 10 prochaines années en utilisant de très bonnes piles. Une fois le type de batterie choisi, vérifiez les mesures pour voir où vous pouvez installer les piles. Portez une attention particulière au dégagement au sol et à la profondeur du châssis. Le Samourai est limité quant aux emplacements de batterie. J’ai retiré le réservoir d’essence et découpé une zone au-dessus pour insérer une boîte galvanisée d’environ 12″ de large x 13″ de profondeur x 35″ de long. J’ai pu y mettre 20 piles au lithium d’une capacité de 100 Ah. J’ai découpé une zone de 12″ x 12″ x 13″ de profondeur entre la transmission, le pneu arrière gauche et le transfer case, pour en mettre 7 autres. Nous avons fait une plate-forme au-dessus du moteur/contrôleur pour contenir toute notre électronique et 9 piles supplémentaires. C’est un total de 36 piles à 100 Ah connectées en série (positif à négatif partout). En prenant les 36 piles X la tension nominale des piles LiFePO4 à 3,2 V X 100 Ah X 0,8 énergie utilisable, divisé par 1000, ça donne 9,2 kW. Pour ce véhicule, nous obtenons 4,8 km par kWh, ou environ 45 km d’autonomie. C’est correct pour l’utiliser sur la ferme, mais il n’a pas la portée nécessaire pour voyager au travail. Nous avons gardé cette batterie rechargeable pour nous assurer que le système fonctionnait correctement. Depuis, nous avons trouvé une pile de plus petite taille qui nous a permis d’augmenter la capacité en ampère-heure à 31 kWh, ou une autonomie d’environ 150 km. L’ajout de piles plus petites et plus puissantes a demandé la construction d’un boîtier de batterie supplémentaire de 15″ de large X 35″ de long X 8″ de profondeur. Il rentre parfaitement derrière les sièges et laisse une certaine capacité de chargement. La perte d’espace (pour moi, en tout cas) qui est compensée par un gain d’autonomie est une victoire.
Compartiment battrie du Samourai
Vient ensuite le convertisseur CC-CC. Il est similaire à celui d’un générateur/alternateur avec un moteur à combustion interne. Le convertisseur CC-CC prend la pleine tension du pack et la convertit en 12,8 V ou celle d’une batterie auxiliaire. Il fait fonctionner les lumières et toute autre chose branchée au 12 V. Vous devez additionner tous les tirages possibles de 12 V, tels que les lumières, la radio, les contacteurs, etc., puis ajouter environ 20 % pour la sécurité. Les freins du Samurai fonctionnent presque aussi bien que les originaux, mais s’ils étaient un peu plus forts, ce serait bien. Je prends un peu plus de précautions et je laisse un peu moins de temps de réaction (pas beaucoup moins). Le premier Samourai que j’ai converti avait besoin d’une pompe à vide, et je ne suis pas sûr pourquoi, car les deux sont de la même année de modèle. La pompe à vide requière plus courant et s’allume et s’éteint constamment, alors elle va absorber beaucoup de courant au fil du temps. Vous devrez peut-être envisager d’ajouter un vaccuum booster à votre système de freinage s’il dépendait du moteur à combustion interne.
Batterie situé à l’arrière
Le chauffage et l’air climatisé utilisent beaucoup la batterie. En optant pour le Samurai, j’ai pu éliminer le besoin de climatisation, puisque le toit et les portes s’enlèvent. Si l’air climatisé est une de vos exigences, vous pouvez commander un moteur avec des double ended shafts. Le contrôleur doit pouvoir maintenir 700 tr/min pour continuer de faire fonctionner l’air climatisé pendant que le véhicule est immobilisé aux arrêts et aux feux de circulation. Le chauffage, quant à lui, est nécessaire pour respecter les normes de sécurité routière. Il sert surtout à dégivrer le pare-brise. Toute chaleur supplémentaire dans le Samurai est gaspillée; c’est difficile de chauffer toute la cabine. En gros, habillez-vous avec plusieurs épaisseurs pour rester au chaud. Nous voulons installer un élément de chauffe-eau en ligne de 4000 W dans un réservoir et le faire circuler par les conduits existants. Certaines personnes ont installé des radiateurs en céramique où se trouvait le finned core, mais 1500 W ce n’est pas beaucoup pour garder les passagers au chaud.
Tout ça peut sembler intimidant pour la première conversion. Lorsque nous avons monté notre premier véhicule, il y avait plusieurs conversionnistes qui faisaient des packages. Ils rassemblent quelques morceaux de base, tels que le moteur, le contrôleur, les convertisseurs, mais délaissent les petits comme les contacteurs, les relais, les fils, les connecteurs, les outils. Une fois que vous vous êtes lancés et que vous réalisez qu’il vous manque des morceaux, c’est frustrant. C’est surtout frustrant quand vous constatez qu’il vous manque encore quelque chose après avoir commandé, attendu et installé un morceau. Le temps et les coûts imprévus font que votre projet commence à ressembler à un gouffre financier. Du moins jusqu’à ce que vous fassiez votre premier tour du pâté de maisons. Votre sourire vous fera dire que ça en valait la peine. J’ai assisté à plusieurs Cars & Coffee avec différentes conversions et j’ai toujours été bien reçu. C’est incroyable comment plus de puissance (électrique ou à combustion interne) a cet avantage concurrentiel qui engendre une meilleure compréhension de la façon dont nous pouvons progresser ensemble. Par exemple, dans les années 1960 et 1970, les mécaniciens de moteurs à combustion interne ont fait en sorte que Détroit construise de meilleurs véhicules. Nous avons maintenant une nouvelle génération de jobineux qui font la même chose aujourd’hui mais à un rythme beaucoup plus rapide. Ce qui m’a manqué dans les années 1970, c’est le son de la puissance. Lorsque nous coursions sur la piste avec notre 33 Ford roadster, on aurait entendu voler une mouche. Tout le monde pouvait entendre les pneus tourner et voir la fumée, mais ça manquait de bruit de moteur.
Dites-nous où vous en êtes dans le projet et ce qu’il vous reste à faire. Vous pouvez inclure des spécifications et des données du véhicule. Quel est le prochain projet que vous avez en tête?
Nous sommes en train de remplacer la batterie pour rendre le Samurai plus convivial. Une fois que ce sera fait, nous le replaquerons pour la route. Nous avons constaté que la conduite locale demande une autonomie d’environ 129 km pour pouvoir utiliser le chauffage, l’air climatisé et s’amuser un peu, le cas échéant. L’accélération de 0 à 100 km/h se fera en environ 8 ou 9 secondes, ce qui est mieux que le moteur à combustion interne d’origine. Notre roadster a été l’un des premiers à le faire en 7,2 secondes, et c’était très impressionnant à l’époque. Nous pourrons le dépasser en moins de 10 ans grâce à une combinaison de tension plus élevée et plus de courant alternatif au lieu de courant continu. Les systèmes d’entraînement à courant alternatif peuvent atteindre de 10 000 à 14 000 tr/min, et avec le bon gearing, ils peuvent atteindre 0-100 en moins de 3 secondes. Le développement de notre ignition system, de notre DOT lighting board, de nos indicateurs et de notre système de gestion de batterie nous ont aidés à simplifier les conversions et à accélérer le processus.
Nous avons déjà un autre projet de camion dans lequel nous avons enlevé le système d’entraînement d’un Nissan Leaf que nous prévoyons installer dans une camionnette coréenne similaire au Ford Explorer. En utilisant l’inverter et le système d’entraînement à courant alternatif, nous aurons du chauffage et de l’air climatisé à partir d’une pompe à chaleur air-air. Nous allons y mettre 100 LiFePO4 au graphène, ce qui donnera une autonomie d’environ 483 km et une durée de vie d’environ 10 000 cycles de la décharge profonde à la charge complète. Nous nous attendons à ce que ce système fonctionne pendant 10 ans ou même plus.
Nous aimons beaucoup vous présenter des projets hors du commun au magazine. Cette semaine nous en avons un en effet très spécial… un jeep/Tesla… Nous sommes tombés sur ce véhicule complètement par hasard sur le web, et qu’on aime ou pas la direction que prend la technologie, elle nous apporte de plus en plus vers l’électrification de notre passion. Cette nouvelle technologie n’intéresse pas tous les passionnées de hors route, mais pour certain c’est autre chose.
C’est le cas de Bill Bayer le propriétaire et concepteur du Jeep/Tesla. Nous lui avons demandé de nous parler un peu de son projet.
BILL : J’ai grandi dans le Missouri, mon enfance était partagée entre le vélo et la fabrication d’objets avec mes blocs Lego. À l’époque j’avais même soumis une idée de modèle à Lego, qui a été refusée, la compagnie m’a quand meme envoyé comme cadeau une affiche d’une navette spatiale. Aux études, j’ai complété un bac en mécanique automobile. J’ai ensuite poursuivi mes études en technologie automobile au Rankin Technical College. Mais je n’ai malheureusement pas trouvé de travail dans ce même domaine.
Quelques années plus tard, j’ai décidé de joindre l’armée de l’air. J’ai servi mes 4 premières années en Angleterre à travailler sur les avions de chasse F-15E. Après avoir été déployé en Afghanistan j’ai découvert un site web appelé Electric Vehicle Televison. Le cerveau de l’entreprise était un homme aujourd’hui décédé, Jack Rickard. Il avait converti une réplique d’une Porsche Speedster de 1969 en utilisant des piles au phosphate de lithium. Sa philosophie était la suivante : si un gros homme portant des chaussures jaunes et tombant ivre mort peut construire une voiture qui n’utilise pas d’essence et peut parcourir 100 km sur une charge, pourquoi les constructeurs automobiles ne le pourraient-ils pas ?
Chris Paine a posé cette même question dans son merveilleux documentaire “Who Killed the Electric Car“. Jack Rickard a également suggéré qu’il suffisait d’aller dans son garage, de balayer un espace de la taille d’une voiture et d’aller changer le monde ! J’ai pris ce défi très au sérieux. Je ne peux pas changer la politique, je ne peux pas arrêter les guerres pour le pétrole et la sécurité énergétique, mais je peux réduire ou éliminer ma dépendance à leur égard.
Rokon 1969
Je suis revenu d’Afghanistan en homme changé. Quelques années plus tard, j’étais stationné dans le New Jersey où la construction de mon EV a commencé. Ma première conversion, pour me mettre dans le bain, était un Rokon 1969 que j’avais récupéré en Alaska. À l’origine, il avait un affreux moteur à deux temps de 125 cm3. Il était difficile à démarrer, pas très puissant, sentait mauvais et était bruyant. Je l’ai remplacé par un moteur DC 5hp et une batterie Lithium Iron phosphate 48 volts. (Première photo). C’était un énorme succès. Mon projet suivant était un camion Ford Ranger de 1994. Je l’ai converti en utilisant un moteur à induction AC de HPEVS et une batterie au lithium phosphate de fer de 144 volts. (Deuxième photo) Ce fut également un grand succès. Je l’ai emmené à toutes les expositions de voitures que j’ai pu trouver pendant les 5 années suivantes. J’ai découvert que non seulement je pouvais arrêter d’acheter du pétrole, mais que je pouvais aussi faire connaître les VE et leur supériorité sur les véhicules à essence ou diesel.
Ce n’est pas seulement qu’ils n’utilisent pas de produits pétroliers et qu’ils sont sans doute meilleurs pour l’environnement. Les VE sont tout simplement MEILLEURES ! Ils sont simples, élégants, efficaces, silencieux, doux, rapides et amusants à conduire. De plus, si vous entrez dans votre garage pour en fabriquer un, c’est absolument la chose la plus satisfaisante que vous puissiez faire avec votre temps et votre argent. Ce n’est pas un moyen d’économiser de l’argent. Une conversion coûtera au minimum 15 000 $ (un peu moins que ce que j’ai mis dans la Ranger), jusqu’à plus de 50 000 $ (ce que j’ai dans la Jeep) et plus. Le délai de récupération est de 10 à 20 ans. Mais quel est le délai de récupération de votre canapé ou de votre téléviseur grand écran ? Ce n’est pas une question d’argent.
VW DoppelKabine
Je vais de l’avant. J’ai pris ma retraite de l’armée de l’air et j’ai déménagé à Cape Girardeau, dans le Missouri, où j’ai trouvé un emploi chez EVTV ! J’ai travaillé avec Jack pendant un peu plus d’un an. J’ai terminé quelques conversions qu’ils avaient commencées et j’ai fait une conversion complète d’une VW DoppelKabine “The Doka” de 1992 en utilisant un moteur Tesla. À l’époque, c’était l’une des premières conversions utilisant un moteur Tesla. (Troisième photo de moi et Jack) Il y a une excellente vidéo de la Doka. Cherchez Smoka Doka sur YouTube.
Un gallon d’essence contient environ 34 kWh d’énergie. C’est 13x PLUS d’énergie utilisée pour faire la même quantité de travail. 13 fois plus d’énergie gaspillée. Pour la même quantité d’énergie qu’un gallon d’essence, je pourrais tondre mon jardin entier pendant tout un été ! C’est obscène. Tout le monde a une tondeuse. Tout le monde gaspille autant d’énergie. C’est exactement ce que je veux dire quand je dis que ce n’est pas une question d’argent. Les automobiles ne sont pas si mauvaises. Elles ne gaspillent que 4 fois plus d’énergie qu’un véhicule électrique.
Maintenant la Jeep.
Je l’ai construite comme une conversion EV sans compromis. J’ai toujours aimé les Jeeps. Il a commencé comme un stock 1997 Jeep TJ avec un moteur 2,5 L et une transmission 5 vitesses. J’ai tout modifié sur elle. La seule chose que je n’ai pas vraiment touchée est la tub de carrosserie. Ce n’est pas tout à fait vrai. J’ai transformé le hayon arrière pivotant en hayon basculant. La suspension est un kit long arm de IronRockOffRoad. Il faut couper presque tous les supports de suspension d’usine du châssis et des essieux et boulonner une structure centrale où les nouveaux bras de suspension sont montés.
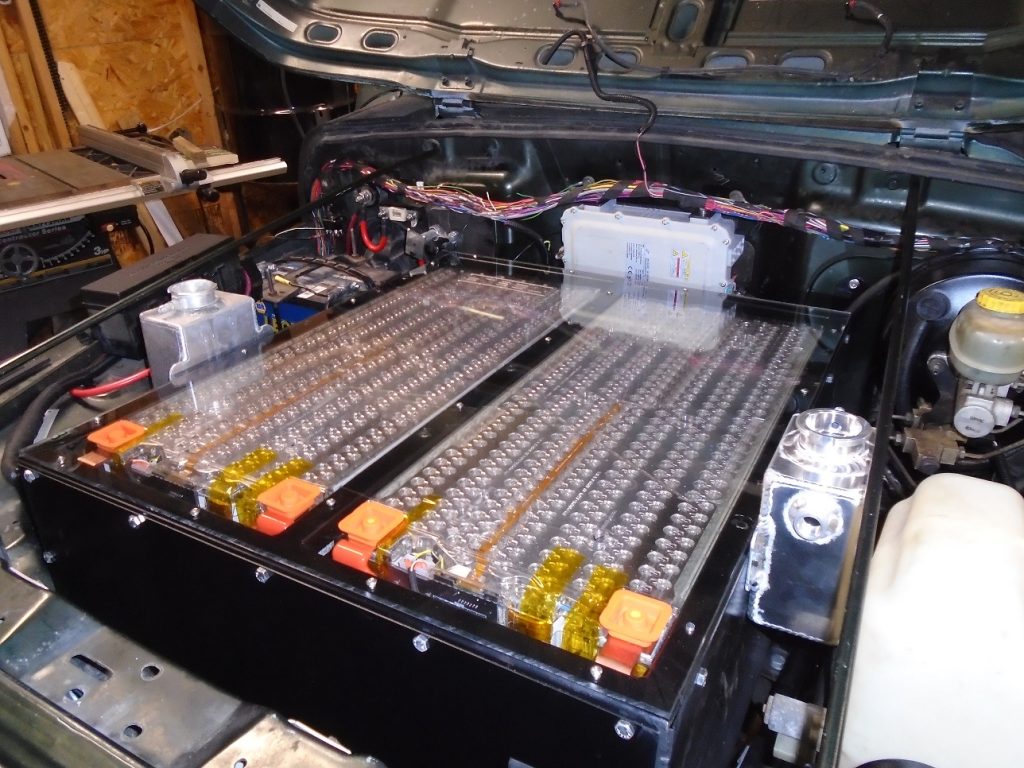
Un “truss” est soudé à l’essieu arrière pour les bras supérieurs. J’ai également installé un kit de direction “over-the-knuckle”. Je l’ai fait autant pour sa robustesse que pour les bras de direction d’origine qui semblaient ridicules avec la nouvelle suspension musclée. J’ai chagé les ratios des différentiels à 3.07:1, installé des essieux chromoly, installé un “lunchbox locker” dans le différentiel arrière, installé un kit de frein à disque arrière et une mise à niveau de disque à l’avant. Ironiquement, l’amélioration du freinage est en grande partie inutile, car les VE ont un freinage par régénération et les freins normaux sont rarement utilisés ! À partir de là, j’ai commencé à fabriquer les supports pour le moteur Tesla. J’utilise une unité de transmission arrière provenant d’une Model S Performance accidentée. Le DU remplace le moteur, la transmission et la boîte de transfert. Il a jusqu’à 500hp et 425lbft de couple au moteur. J’ai remplacé les engrenages d’usine 9.38:1 dans l’unité de transmission par des engrenages 4.5:1. Ceux-ci, combinés avec les engrenages 3.07:1 du différentiel, me donnent un rapport final de 13.8:1. Cela revient à être en 1ère vitesse tout le temps. Vous pouvez vous en tirer, car le moteur Tesla tourne jusqu’à 16 000 tr/min ! Je devrais avoir une vitesse de pointe d’environ 100 MPH et un temps de 0-60 d’environ 5 secondes. Le DU pèse 300lb. Le 4 cylindres, le 5 vitesses et la boîte de transfert pèsent 660 livres. La propulsion électrique est beaucoup plus dense en puissance que la combustion interne. J’utilise une batterie complète de 90 kWh provenant d’une Tesla Model S ou Model X. Elle se compose de 16 modules de 24 volts qui pèsent chacun un peu plus de 50 livres.
Combinée avec les supports de batterie, la batterie ajoute plus de 1000lb à la Jeep. 90kWh est équivalent à 2,6 gallons d’essence. 2,6 gallons d’essence pèseraient environ 20lb. Ce que j’ai perdu en poids dans le moteur, je l’ai regagné et plus encore dans la batterie. L’essence est environ 50 fois plus dense en énergie que les batteries au lithium. J’ai commandé des arbres de transmission sur mesure chez Tom Woods Driveline. Ils ont amélioré les joints universels à des 1350. J’utilise un chargeur de batterie de 6,6 kW qui comporte un chargeur DCDC de 1,8 kW. Un chargeur DCDC change la tension du pack de 400V en 12V pour les choses normales de la voiture. 1.8kW est à peu près la même chose qu’un alternateur de 140amp, mais beaucoup plus efficace. Saviez-vous que les alternateurs ne sont efficaces au mieux qu’à 50% ? Donc, un alternateur de 140 ampères est en fait un alternateur de 280 ampères, sauf que 140 ampères sont gaspillés en chaleur ! C’est fou. La charge se fait par une prise standard J1772. La même que celle que vous pourriez voir dans une station de recharge à l’extérieur d’un hôtel ou autre. La Jeep ne sera pas compatible avec le réseau Supercharge de Tesla.
Les gens demandent toujours combien de temps il faut pour recharger. Eh bien, cela dépend. Est-ce que j’ai épuisé le pack au point d’avoir besoin d’une dépanneuse pour rentrer chez moi ? Eh bien, dans ce cas, il faudra environ 13 heures. La vraie réponse est que je ne sais pas et que je m’en moque ! Pourquoi ? Disons que je vais au travail, puis au magasin et que je rentre à la maison. Cela représente environ 80 km. Cela utilisera environ 20kWh sur mon pack. Il faudrait 3 heures pour la charger. La raison pour laquelle je ne m’en préoccupe pas est que je la branche quand je rentre à la maison et que je l’oublie. Je rentre, je regarde la télé, je mange et je vais me coucher. Le matin, elle est pleine. A-t-il cessé de se recharger à 23 heures ? Ou à 1 heure du matin ou quelque part entre les deux ? Je ne sais pas. Je dirais que c’est la chose la plus difficile à comprendre pour les propriétaires de véhicules non électriques. On ne vide jamais la batterie… JAMAIS ! Les gens demanderont ce qui se passe si vous vous rendez à un endroit “X” et que vous n’avez plus de batterie ? C’est comme si vous demandiez ce qui se passerait si vous tombiez en panne d’essence dans votre voiture à essence, que la station-service la plus proche était à 160 km et qu’il n’y avait pas de réception de téléphone cellulaire ? Est-ce que cela pourrait arriver ? Bien sûr. Mais est-ce que cela arrivera un jour ? Pas du tout. Si vous êtes sur le point de conduire votre voiture sur un tronçon de route de 200 miles de long et que vous savez qu’il n’y a pas de station-service, allez-vous commencer ce voyage sans regarder votre jauge de carburant ? Le ferez-vous sans faire le plein avant de partir ? Bien sûr que non ! C’est la même chose avec les véhicules électriques. Chaque matin, la Jeep sera pleine. Chaque matin, j’aurai une autonomie de 300 km. Je peux soit conduire 100 miles dans une direction et revenir, soit faire 5 voyages de 20 miles, soit conduire 10 miles et la brancher pour le reste de la journée. Le lendemain matin, elle sera pleine.
Les plans futurs consistent à remplacer les essieux d’usine par des essieux d’une tonne provenant d’un camion de grande taille. Tant que je n’aurai pas fait cela, je ne pourrai pas exploiter toute la puissance du moteur Tesla. Les différentiels des essieux d’usine ne sont pas conçus pour supporter un tel couple.
À ce jour, j’essaie toujours de régler tous les paramètres du moteur pour qu’il se comporte comme je le souhaite. Pensez-y comme à la programmation d’un système d’injection de carburant. Si vous vous trompez un peu dans une courbe, vous obtiendrez de très mauvaises performances et vous risquez d’endommager le moteur. Même chose avec un moteur électrique. Une fois que tout cela est réglé, j’ai un système stéréo de 900 watts à installer avec un subwoofer de 10 pouces. Je me dis que si l’on doit avoir un véhicule silencieux, autant avoir une chaîne stéréo puissante !
We love to present you unusual projects at the magazine. This week we have a very special one indeed… a jeep/Tesla… We came across this vehicle completely by chance on the web, and whether we like it or not the direction that technology is taking us more and more towards the electrification of our passion. Not all off-road enthusiasts are interested in this new technology, but for some it’s something else. This is the case for Bill Bayer, the owner and designer of the Jeep/Tesla. We asked him to tell us a little about his project.
I grew up in Missouri dividing all of my kid-time between riding my bike and making stuff with Lego’s. I even submitted an idea for a model once. I received a very nice rejection letter and a fantastic poster of a Lego Space Shuttle. In high school I took automotive mechanic vocational classes my junior and senior year. After graduation I went to Rankin Technical College for Automotive Technology. I never did get a professional job as a car mechanic though.
A few years after graduating college I joined the Air Force. I served the first four years in England as a Tactical Fighter Maintainer on the F-15E. For reason that escape me now, I voluntarily cross-trained into Weather Forecasting. I did not like it at all but finished out my service retiring after 20 years. While in the Air Force, I was deployed to Afghanistan. There I began to question military politics and motivations. Why do we fight? It didn’t take long to determine that most of the time the reason is Oil. This made me very angry but what could I do? One day after giving a weather briefing to the deployed commander, I discovered a website called Electric Vehicle Television (EVTV.me). The brains of the business was a now deceased man named Jack Rickard. He converted a 1969 Porsche Speedster replica using Lithium Phosphate battery cells. His philosophy was that if a fat man wearing yellow shoes falling down drunk can build a car that uses no gasoline and can travel 100mi on a charge why can’t car manufacturers?
Chris Paine proposed this very question in his wonderful documentary “Who Killed the Electric Car.” Jack Rickard also suggested that all a person has to do is go out to his garage, sweep out a spot roughly the size of a car and go change the world! I took this challenger very seriously. I can’t change politics, I can’t stop wars over oil and energy security but I can reduce or eliminate my dependence on them.
I returned from Afghanistan a changed man. A few years later I was stationed in New Jersey where my EV building began. My first conversion to kind of get my feet wet was a 1969 Rokon that I picked up when I was in Alaska. It originally had an awful 125cc two-stroke engine. It was hard to start, not very powerful, smelled terrible and was noisy. I replaced it with a 5hp DC motor and a 48 volt Lithium Iron Phosphate battery. (first picture). It was a huge success. My next project was a 1994 Ford Ranger truck. I converted it using an AC induction motor from HPEVS and 144 volt lithium iron phosphate battery pack. (second picture) It, too, was a huge success. I took it to every car show I could find for the next 5 years. I discovered that not only could I stop buying oil but I could also spread the word about EV’s and how much better they are than gasoline/diesel burning vehicles.
It’s not only that they don’t use petroleum products and are arguably better for the environment. EV’s are just BETTER! They’re simple, elegant, efficient, quiet, smooth, fast and fun to drive. More than that, if you go into your garage and make one, it’s absolutely the most satisfying thing you can do with your time and money. It is not a way to save money. A conversion will cost at minimum $15,000 (a little less than I put into the Ranger), in excess of $50,000 (what I have in the Jeep) and beyond. The payback period is 10-20 years. But what’s the payback period on your couch or big screen TV? It’s not about money.
Moving on. I retired from the Air Force and moved to Cape Girardeau, Missouri where I got a job at, of all places, EVTV!! I worked with Jack for just over a year. While there I finished a couple of conversions that they had started and did a complete conversion of a 1992 VW DoppelKabine “The Doka” using a Tesla Drive Unit. At the time, it was one of the first conversions using a Tesla motor. (third picture of me and Jack) There is a great short video of the Doka. Search for Smoka Doka in youtube.
A gallon of gas has roughly 34kWh or energy. That’s 13x MORE energy used to do the same amount of work. 13x more energy WASTED. For the same amount of energy as a gallon of gas, I could mow my entire yard for an entire summer! It’s obscene. Every one has a mower. Everyone wastes that much energy. That’s exactly what I mean when I say it’s not about money. Automobiles aren’t that bad. They only waste about 4x as much energy as an EV.
Now the Jeep.
I’ve built this as a no compromise EV conversion. I’ve always loved Jeeps. It started out as a stock 1997 Jeep TJ with a 2.5L engine and 5 speed trans. I have modified everything on it. The only thing I haven’t really touched is the body tub. That’s not exactly true. I converted the rear swing-out tailgate to a drop tailgate. The suspension is a long arm kit from IronRockOffRoad. You cut off almost all of the factory suspension mounts from the frame and axles and bolt in a center structure where the new suspension arms mount.
A truss is welded to the rear axle for the upper arms. I also installed an over-the-knuckle steering kit. I did this as much for it’s toughness as the factory steering arms looked ridiculous with the new beefy suspension. I re-geared the differentials to 3.07:1, installed chromoly axles, installed a “lunchbox locker” in the rear diff, installed a rear disc brake kit and a disc upgrade on front. Ironically, the improved braking is largely unnecessary as EV’s have regenerative braking so the normal brakes rarely get used! From there I started making the mounts for the Tesla motor. I’m using a rear Drive Unit from a wrecked Model S Performance. The DU replaces the engine, transmission and transfer case.
It has up to 500hp and 425lbft of torque at the motor. I replaced the factory 9.38:1 gears in the drive unit with 4.5:1 gears. Those, combined with the 3.07:1 diff gears gives me a final drive of 13.8:1. That’s basically like being in 1st gear all the time. You can get away with this because the Tesla motor spins up to 16,000rpm! I should have a top speed of around 100mph and a 0-60 time around 5 seconds. The DU weighs 300lb. The 4cyl, 5 speed and transfer case weighed 660lb. Electric propulsion is dramatically more power dense than internal combustion. I’m using a full 90kWh battery pack from a Tesla Model S or Model X. It consists of 16 24 volt modules that each weigh just over 50lb. Combined with the battery racks, the battery adds over 1000lb to the Jeep. 90kWh is equivalent to 2.6 gallons of gas. 2.6 gallons of gas would weigh about 20lb. What weight I lost in the motor I gained back and more in the battery.
Gasoline is about 50x more energy dense than lithium batteries. I ordered custom length drive shafts from Tom Woods Driveline. They have upgraded 1350 Ujoints. I’m using a 6.6kW battery charger that has a 1.8kW DCDC charger built it. A DCDC charger changes the 400V pack voltage to 12V for normal car things. 1.8kW is about the same as a 140amp alternator except MUCH more efficient.
Did you know alternators are at best only about 50% efficient? So, a 140amp alternator is actually a 280amp alternator except 140amps is wasted as heat! Crazy. Charging is done through a standard J1772 plug. The same as you might see at a charging station outside a hotel or something. The Jeep will not be compatible with Tesla’s Supercharge network.
People always ask how long it takes to charge. Well, that depends. Did I run the pack down to the point where I needed a tow truck to get home? Well, in that case it’ll take about 13 hours. The real answer is I don’t know and don’t really care! Why? Let’s say I drive to work and then the store and then come home. That’s about 50 miles. That will use roughly 20kWh or my pack. It would take 3hr to charge. The reason I don’t care is because I just plug it in when I get home and forget about it. I go inside, watch TV eat dinner and go to sleep. It’s full in the morning. Did it stop charging at 11PM? Or 1AM or somewhere in between? I don’t know. I’d say this is the most difficult thing for non-EV owners to grasp. You don’t EVER run the battery out…EVER!! People will ask what if you drive to “X” location and run out of battery? That is like saying what if you ran your gasoline car out of gas and the nearest fuel station is 100 miles away and there is no cell phone reception? COULD that happen? Sure. Is it ever going to happen? No way. If you were about to drive your car on a stretch or of road that is 200 miles long and you know there are not any gas stations, will you start that trip without looking at your fuel gauge? Will you do it without fueling up before you leave? Of course not! Same with EV’s. Every single morning the Jeep will be full. Every single morning, I’ll have 200 miles of range. I can either drive 100mi in one direction and come back or I can go on 5 20-mile trips or I can drive 10 miles and plug it in for the rest of the day. The next morning it will be full.
Future plans is to swap out the factory axles with one-ton axles from a full-size truck. Until I do that I will not be able to realize the full power of the Tesla motor. The differentials in the factory axles are not made for that much torque.
As of today, I’m still trying to get all of the motor parameters correct so it behaves the way I want it to. Think of it like programming a fuel injection system. Get a curve a little wrong and you’ll have very poor performance and could damage the engine. Same with an electric motor. Once that is sorted out, I have a 900 watt stereo system to install complete with a 10″ subwoofer. I figure if you’re going to have a quiet vehicle, you might as well have a loud stereo! 🙂
Bonjour chers fans de 4×4! Je me nomme Michael Couturier je suis un soudeur/assembleur. J’ai ma propre petite entreprise nommée Firestorm Welding.
Aujourd’hui je vais répondre à quelques questions que tout le monde se pose lorsqu’on regarde les multiples modèles de soudeuses.
La plupart d’entre-vous voulez réparer quelque chose sur votre 4×4 ou fabriquer des accessoires comme un «roof rack» ou un rack pour votre pneu de rechange. Bien que votre entourage risque de vous conseiller de faire l’achat d’une soudeuse de type MIG, je vous suggère de ne pas aller dans cette direction pour commencer. Dans tous les cours de soudure qui se donnent au niveau collégial ou en centre professionnel, la base reste toujours la soudure à l’arc ou le SMAW (Shielded Metal Arc Welding).
Ce procédé est priorisé car il permet de maîtriser les fondements de la soudure. Ainsi, si votre vitesse d’avance, votre distance de «rod», ou la chaleur du bain de fusion ne sont pas adéquats, vous pourrez le détecter plus facilement. Votre cordon de soudure ne sera pas beau et uniforme. La fameuse soudeuse à l’arc AC de Canadian Tire qui se retrouve souvent à vendre sur kijiji est une des meilleures soudeuses pour commencer votre pratique. L’arc AC donne moins de pénétration que les soudeuses DC. Par contre, il est plus doux et facile à contrôler puisque vous avez seulement à contrôler votre chaleur sur votre soudeuse et le reste sera contrôlé par votre main.
La baguette 7018 AC est celle que vous devriez prendre car elle offre plus de flexibilité. J’ai personnellement commencé avec une soudeuse Canox à pouvoir AC avec laquelle mon père et moi avons bâti des remorques et réparé beaucoup de choses autour de la maison.
Cela dit, le fameux MIG bien que c’est un procédé plus rapide, il peut être le procédé le plus difficile. Il y a plusieurs éléments à prendre en considération. Commençons avec le fil. Celui quiressemble le plus à la baguette 7018 est le 70S6.
Nous n’élaborerons pas sur la liste des sortes de fils qui existent car la liste est longue. Pour la grosseur du fil, je vous conseille d’yaller avec du 0.035 de diamètre avec un gaz de protection 75/25 (75% Argon et 25% C02) avec un débit de 30 cfm. Avant de pouvoir souder, vous devez maintenant ajuster votre voltage et votre vitesse de fil selon l’épaisseur de votre métal. L’erreur la plus fréquente est un mauvais réglage de l’intensité pour l’épaisseur du métal soudé. Le cordon aura un bel aspect mais la pénétration ne sera que superficielle. . Il en résultera d’une soudure peu résistante qui risque de céder à la première occasion.
Il existe plusieurs applications de nos jours qui peuvent vous aider avec vos paramètres d’ajustement de soudeuse. Il suffit de répondre à quelques questions et l’application vous dictera les paramètres à utiliser. Attention, ceci ne veut pas dire que ce sont les paramètres parfaits. Il y a des écoles qui donnent des cours pour débutants qui sont d’une durée d’environ 48 heures les soirs et la fin de semaine. Si vous pensez vouloir fabriquer et souder beaucoup, ces cours sont de bons outils pour partir votre apprentissage du bon pied.
Bien que la soudure à l’arc et au MIG aient leurs avantages et inconvénients, pour faire le bon choix, il faut considérer la fréquence et l’usage de notre soudeuse.
Si vous voulez faire des petites réparations ici et là, fabriquer quelque chose avec du métal de 1/8 pouce d’épaisseur et plus mais sans une utilisation régulière, une soudeuse a l’arc serait un bon choix et aussi plus économique.
Si vous voulez souder plus souvent et avec du métal mince comme de la carrosserie ou encore bâtir et réparer votre Jeep, le MIG serait un meilleur choix. Par contre, avec le MIG, il ne faut pas oublier que si vous soudez avec du fil plein vous devez avoir du gaz de protection.
J’espère que cet article va vous aider dans votre achat de soudeuse Je vous conseille de toujours commencer avec une plaque de pratique avant de souder directement sur votre projet. De plus, si vous voulez parfaire votre technique, il serait judicieux de suivre un cours.
Bon 4×4 tout le monde et amusez-vous avec votre soudeuse.
Comment choisir son siège de course Bien que pour les non-coureurs cet aspect peut paraître anodin, pour les adeptes de course cet accessoire prend beaucoup plus d’importance. Mais comment bien choisir? Bien sûr, tout le monde sera d’accord que, lorsque que l’on parle de sécurité cela n’a pas de prix, mais la réalité est que, la plupart du temps, c’est le budget qui décide. Et pour ce type d’accessoires on en retrouve vraiment de toutes les qualités et tous les prix.
Premièrement, pourquoi un banc de course ? C’est simple; les sièges AOM de vos véhicules sont conçus pour la route et non le hors route ou la course à haute vitesse. Les rails du mécanisme d’ajustement ou le système d’inclinaison peuvent briser à l’impact en plus de ne pas offrir l’emplacement pour y passer des ceintures 5 ou 6 points pour les courses.
Un bon choix de sièges peut éviter des blessures importantes aux pilotes, un confort lors des courses et même sauver la vie. À des niveaux de course plus avancés le poids est aussi un enjeu important et plus d’options de poids réduit sont disponibles lors du choix.
LES FACTEURS DÉCISIONNELS : Tout d’abord, si vous faites partie d’une série de course officielle, veuillez-vous informer de leurs normes en matière de bancs de course. Ce critère devrait être le premier aspect à vérifier pour choisir le bon siège. Le type de course dictera aussi le modèle de siège. Par exemple, un pilote de Nascar n’aura, bien entendu, pas les mêmes besoins qu’un compétiteur de 4×4 extrême.
Autre point important, tout comme les casques, les ceintures ou tout autre accessoire de sécurité, ceux-ci sont souvent assujettis à des normes, par exemple FIA–SFI.
Le respect de ces normes est un bon gage de sécurité et de qualité. Bien sûr, cet accessoire n’échappe pas à la règle «on a ce pour quoi on paye». Souvent deux sièges auront l’air très semblable avec des prix très différents. Il s’agit, la majorité du temps, de différences souvent difficiles à voir à l’œil, mais qui sont tout de même non négligeables tels que les matériaux de conception de plus grande qualité, des coins plus tranchants sous les rembourrures ou encore, une conception plus robuste pour éviter la déformation.
Le matériel de recouvrement a son importance et pas seulement pour le look. À titre d’exemple, un siège de Nascar sera protégé des intempéries contrairement à un siège de buggy qui est constamment en contact avec de l’eau, de la boue, des roches, etc. Certains matériaux offrent aussi une mauvaise adhérence, ce qui pourrait vous faire glisser d’un côté ou de l’autre ou avant et arrière lors de course.
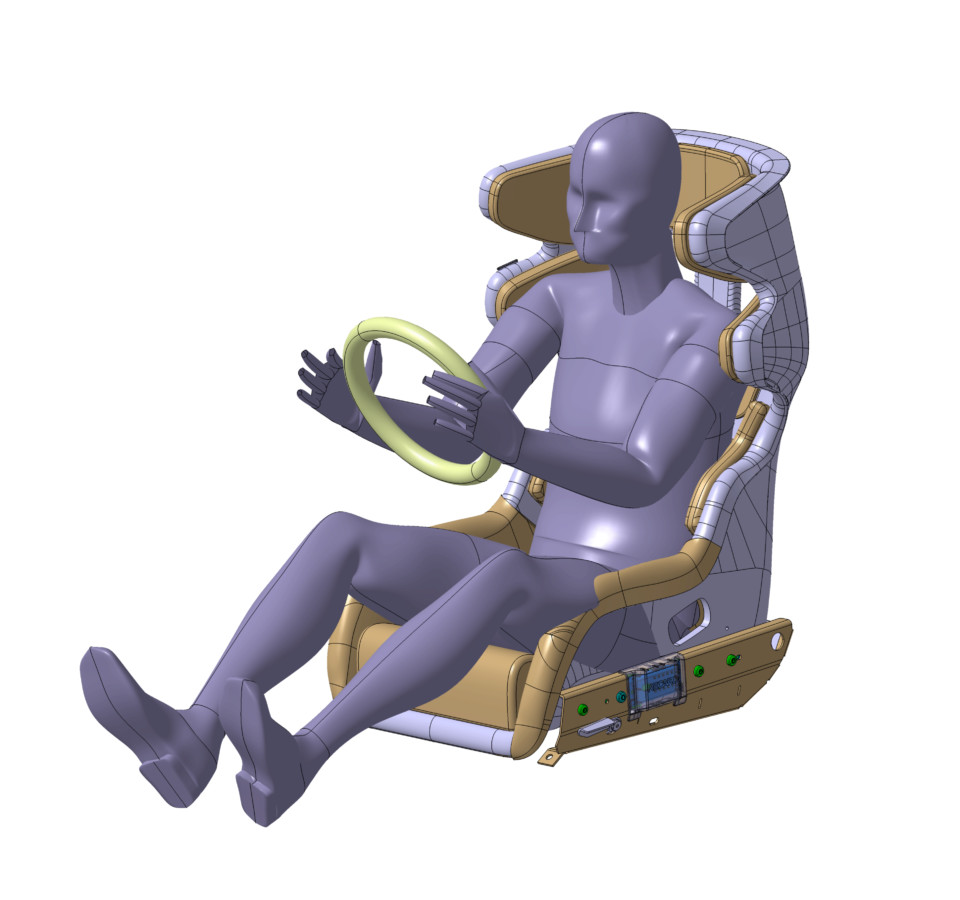
Techniquement Plus vous allez vite, plus vous aurez besoin de confinement. En d’autres mots, d’être enfoncé dans votre banc. Plus vous aurez de confinement, plus le prix pourrait varier à la hausse. En général, les sièges sont en aluminium. Ensuite le prix augmente selon le type de matériaux, le confinement, le renforcement des matériaux de soutien, le poids, etc.
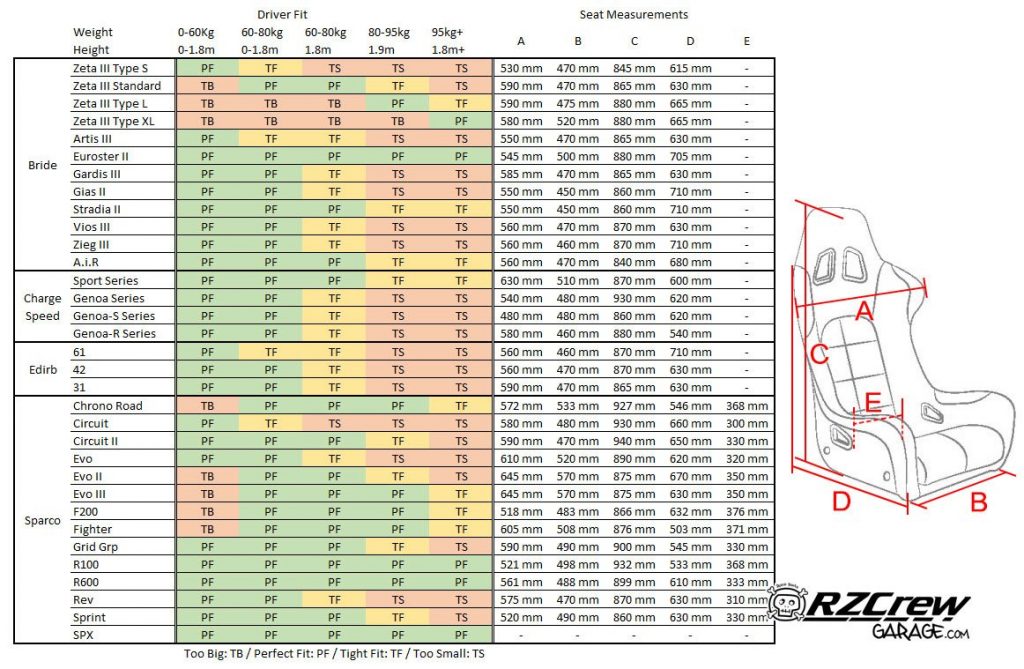
La grandeur: Un des aspects les plus importants est d’avoir le siège à la bonne grandeur pour le pilote. Un petit truc est de prendre la mesure de vos hanches et de choisir un siège qui s’approche le plus possible de ce chiffre. Si vous avez une grandeur ou grosseur un peu hors norme, il est possible de contacter certains fabricants afin d’avoir des sièges sur mesure, mais le prix s’en trouvera également affecté.
Dans le meilleur des mondes, en faire l’essai avant l’achat serait un gros avantage. Un siège ajustable peut être envisageable encore selon le type de course. Une course à très haute vitesse nécessite un siège fixe. Pour ce qui est de fixer le banc à votre bolide, assurez-vous d’avoir la bonne information du manufacturier car beaucoup de facteurs entrent en ligne de compte : cage, type de boulon utilisé, emplacement, etc. Faire affaires avec des professionnels demeure la meilleure option. Acheter usagé pour sauver sur les coûts est une autre option. Bien sûr, on ne sait pas toujours quel type de vie le siège a eu donc, une petite inspection rapide ne peut pas nuire afin de déceler les déformations, fissures ou bris.
À noter : vous pouvez avoir le meilleur banc de course du monde, si vous le complétez avec des accessoires bon marché, le banc seul ne pourra pas faire de miracle.
Un bon Hans device, des ceintures de qualité certifiées et non périmées vous permettront de mettre les chances de votre côté.
Rappelez-vous qu’une chaîne est aussi solide que son maillon le plus faible.
Like most manufacturing or modification
projects in the off-road world, the original idea is often far from the final
result. This is exactly what happened in the case of Jason’s project.
The initial plan was to modify a small
Jeep-type children’s electric vehicle by manufacturing a 9″ dummy
differential, a steel frame, and several other modifications to some of the
smaller details. The toy was used for a few years in exhibitions but other ideas
for modifications were running through the manufacturer’s mind constantly,
including that of the addition of a motor and drive line. Jason’s biggest
concern was that the pilot, his daughter, would not stop growing anytime soon.
So, after a few views of a YouTube video on a child-sized crawler, he decided
to move ahead with the project.
Despite 15 years of experience in sheet metal work and the management of his own manufacturing company (MADD DOG FAB LLC) for 5 years, it took him a full year of intensive research before starting the project.
After establishing the basic concept, it
was time to source the main parts that would turn his dream into reality. Jason
already owned a 2005 Artic CAT 400 ATV whose rear end had caught fire, making
its parts ripe for repurposing. Therefore the CAT’s engine and transmission found
a new home in the project.
Then a
person in the area was trying to get rid of a Suzuki Samurai. Jason jumped on
the opportunity and bought the Samurai’s transfer case and axles for the
project.
More than 2
years has passed since Jason first began the project and the road has been long
and sometimes difficult. Now that the project is nearing fruition, Jason and
his wife and daughter are getting impatient to see the final product.
Now, let’s
talk about the manufacturing steps:
1: One of
the first steps was of course to get a good idea of the correct size for the
cage for driver. The use of a cardboard box is a classic and efficient technique;
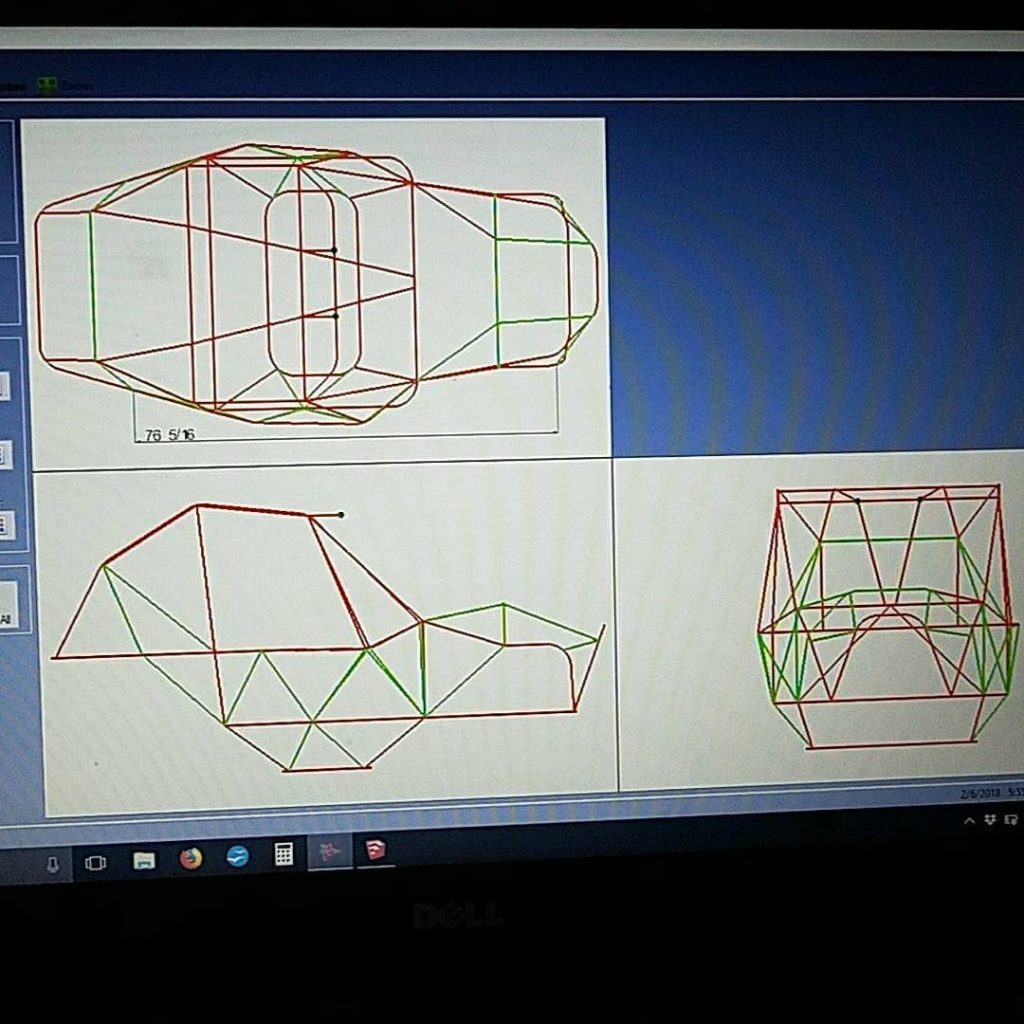
2: Drawing
of the chassis on the BendTech Pro program. This made it easy to correct any
small problems. The file was then emailed to Travis Snider at Welder’d for
cutting on a CNC machine (digital laser cutting) ;
3: : Picking up the chassis from Welder’d
4: : Motor removed from donor ATV to start rebuilding the wiring harness.
5: Axles stripped and ready to start modifying
6: Front and rear axles center section removed and replaced with a schedule 40 pipe cap. This makes it possible to rotate the third members to reverse rotation and make them high pinion. Some ATV engines turn the wrong way. Wile I had them apart we also shaves 1″ off the bottom of the housings.
7: : Custom rear disk brake conversion
8: Fabrication of the frame side link mounts.
9: Front axle install and checking clearances.
10: Rear axle link mounts and install
11: : Transfercase install
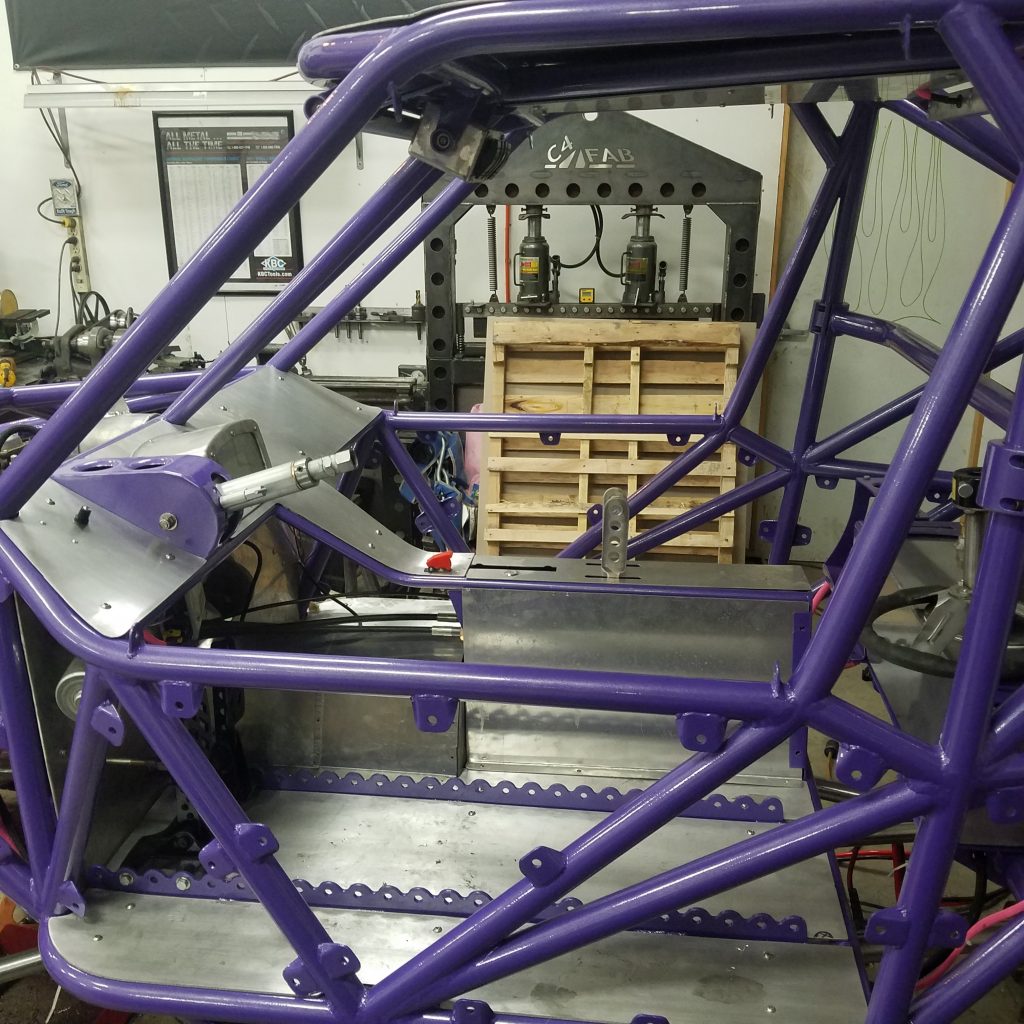
12: Fabricated tilt steering and Saturn Vue electronic power steering install.
13: Install of fabricated gas and brake pedals. Including floor rails to make them adjustable.
14: : Install of oil cooler, seats, and fabrication of all engine air piping
15: : Install of shifters, shifter cables, and engine to transfercase driveshaft
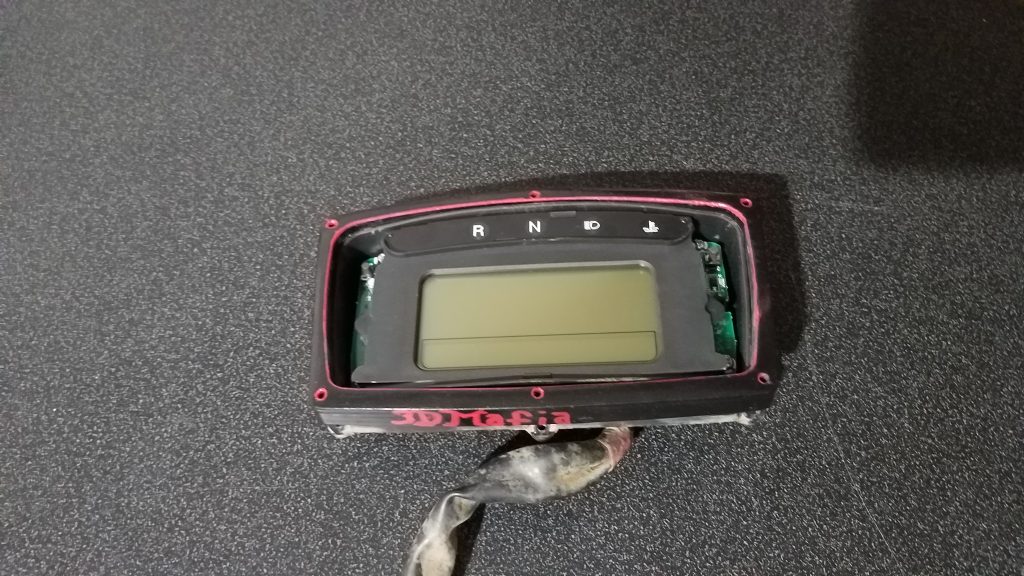
16: : 3D printed adapter ring for factory ATV display so it can be used without factory cover
17: Fabrication of aluminium display housing and dash top install
18: Install of aluminum floor and firewall.
19: : Chassis stripped down and ready for final weld and powdercoat.
20: : Chassis back from powdercoat ready to be assembled
: Chassis about 95% complete. All wiring completed, rest of aluminum interior installed, aluminum roof and inner panel, also a one off billet aluminum switch pod.
SPECS:
Chassis:
1.5″x.120″ wall chromoly tube
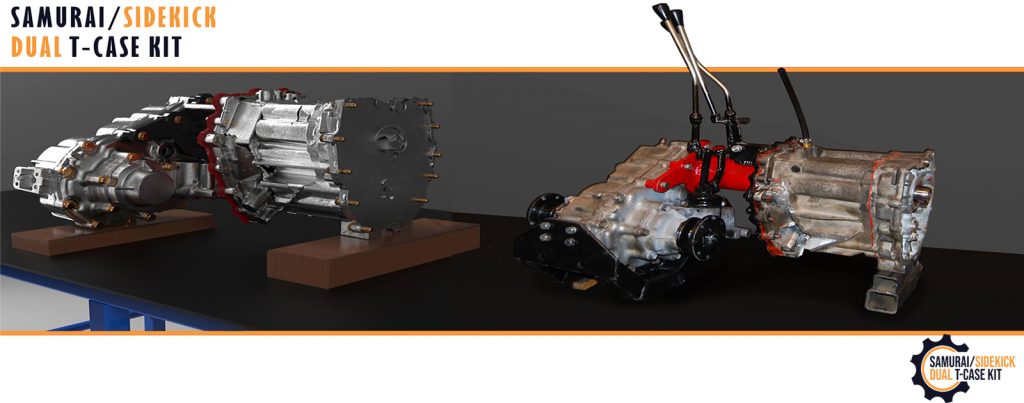
Motor/transmission: 2005 Arctic Cat 400 Auto
Transfercase: Suzuki Samurai with Trail Gear 6.5:1 gears and custom twin stick
cable shifters.
Axles: Suzuki Samurai axles with center housing replaced and shaved. Welded
front and rear, stock gears.
Wheels and Tires. Custom built 15″ beadlocks with 35×10.50r15 Maxxis
Rockzillas
Little Mia is planning to take this season to
practice and get familiar with the vehicle before competing next year in the
W.E rock series.
None of this would have been possible without the help of some truly skilled people: Wyatt and Landon of Brown Fab-n-Weld, Travis Snider of Welder’d, Kody Horn, Cody Huls, Couton Wascher, Jeremy Corrignan, Bryan Hoffman’s – Jasons father and, of course, his wife Shayela Hoffman and daughter Mia who were not afraid to get their hands dirty and helped out throughout the entire adventure. Overall it’s been a great experience for Jason and his family, who, in addition to creating a great competition vehicle, have also had the privilege of creating unforgettable family memories.
Comme la plupart des projets de fabrication ou modification dans le monde du hors route, l’idée de base est souvent loin du résultat final. C’est ce qui est arrivé dans le cas du projet de Jason.
Le plan initial était de modifier un petit véhicule
électrique pour enfant de type Jeep : fabrication d’un faux différentiel 9
po et un cadre d’acier ainsi que la modification de plusieurs autres petits
détails. Le jouet a été utilisé pendant quelques années dans les expositions et,
pendant ce temps, d’autres idées de modifications trottaient dans la tête du
fabricateur. L’ajout d’un moteur et ligne d’entraînement faisait partie de
celles-ci. L’élément qui préoccupait le plus Jason était que la pilote, sa
fille en l’occurrence, ne cessera pas de grandir de sitôt. Donc, après quelques
visionnements de vidéo YouTube de crawler grandeur enfant le choix était fait.
Malgré 15 années d’expérience en tôlerie et la direction de sa propre entreprise (MADD DOG FAB LLC) de fabrication depuis 5 ans, il lui aura fallu 1 an de recherches intensives avant de débuter le projet.
Après avoir établi le concept de base, il fallait maintenant trouver les pièces principales qui allaient composer la base du buggy. Jason possédait déjà un VTT Artic CAT 400 2005 dont l’arrière avait pris feu. C’est de là que viennent le moteur et la transmission du véhicule.
Ensuite, une personne de la même région cherchait à se
départir d’une mécanique de samouraï. Le moment ne pouvait pas être plus
propice pour faire l’achat du « transfert case » et des essieux.
Depuis le début du projet, plus de 2 ans se sont écoulés. La
route a été longue et parfois difficile. Maintenant que celui-ci touche bientôt
à sa fin, la petite famille est très impatiente de voir enfin les résultats.
Maintenant, parlons des étapes de fabrication :
1 : Une des premières étapes fut bien entendu de se faire
une bonne idée des formats de la cage pour la cabine de la conductrice. L’utilisation
d’une boîte de carton est une technique classique et efficace;
2 : Dessin du châssis sur le programme BendTech Pro. Cela a
permis de facilement corriger certains petits problèmes. Le fichier a ensuite
été envoyé par courriel à Travis Snider de Welder pour qu’il découpe sur
machine CNC (découpe laser numérique) ;
3 : Jour de reprise du châssis chez Welder ;
4 : Début de transplantation du cœur du donneur, l’Artic Cat,
afin de commencer le filage électrique ;
5 : Retirer les essieux de samouraï et préparation à leurs
modifications;
6 : Les différentiels avant et arrière ont été modifiés afin
d’en faire un high pinion. Ils ont aussi été « shavé ».;
7 : Conversion de frein à disque sur mesure à l’arrière ;
8 : Fabrication des supports pour les bras de suspension;
9 : Installation du différentiel avant et vérification du dégagement;
10 : Installation des bras de suspension de différentiel arrière ;
11 : Installation du « transfert case »;
12 : Installation d’une conduite et direction assistée d’un Saturn
Vue électronique servodirection;
13 : Fabrication de pédales de frein et gaz avec rails pour
qu’elles soient ajustables;
14 : Installation d’un refroidisseur d’huile et des sièges;
15 : installation du levier de changement de vitesse (shifter),
des câbles pour celui-ci, ainsi que de l’arbre de transmission (driveshaft);
16 : Fabrication d’une bague en imprimante3D;
17 : Fabrication du boîtier d’affichage en aluminium et
installation du tableau de bord;
18; Installation du plancher et «firewall»;
19 : Démontage du châssis afin de finaliser les soudures et la préparation pour la peinture;
20 : Retour du Powder Coat prêt à être assemblé
Maintenant 95% du châssis est terminé ainsi que tout le
câblage. Le reste de l’intérieur en aluminium est installé.
Specs
Châssis : tube chromoly 1,5 x 120 pc
Moteur/transmission: Artic Cat 400 Auto 2005
Transfer
case: Suzuki Samourai avec trail gear 6.5:1 et twin stick diff soudé et gear
stock de samouraï
Roue et pneu: Beadlock fait maison 15 p avec 35×10.50r15
Maxxis Rockzillas . La petite Mia aimerait prendre cette saison afin de
pratiquer et se familiariser avec le véhicule avant de compétitionner l’an
prochain dans la W.E rock séries.
Rien de tout ça n’aurait été possible sans l’aide de
personnes importantes Wyatt and Landon Brown de chez Fab-n-Weld, Travis Snider
de chez Welder’d, Kody Horn, Cody Huls, Couton Wascher, Jeremy Corrignan, le
père de Jason Bryan Hoffman et, bien sur les deux plus importantes : sa
Femme Shayela Hoffman et sa fille Mia qui n’ont pas eu peur de se salir les
mains et ont donné un coup de main tout au long de l’aventure. Qui en plus de
créer un super véhicule de compétition créer des souvenirs de famille
inoubliable.
Je vous présente un petit setup que j’ai créé il y a de ça environs 4 ans et encore aujourd’hui utilisé de plusieurs. Article plutôt technique, mais intéressant.
Dual T case c’est quoi ? Tout d’abord, il faut savoir qu’un véhicule 4×4 traditionnel (jeep, sidekick samurai, etc.) a un moteur + une transmission manuelle ou automatique + un transfert case avec un low ou un high qui sont toutes des combinaisons d’engrenages et de chaînes qui permettent de sélectionner le rapport idéal pour chaque situation, la route, le hors-route, les montées, etc. Sur ce dit transfert case, se trouve une sortie avant et une sortie arrière où vont se raccorder les arbres de transmission avant et arrière. En modifiant nos véhicules pour le hors-route et en grossissant les pneus, il arrive que les ratios d’origine des différentes composantes d’entraînement ne soient plus appropriés et ainsi le moteur semble manquer de force. Ce phénomène est plus perceptible avec des véhicules de faible cylindrée comme les samurai avec le petit moteur 1.3l. Les solutions sont donc de changer soit le moteur, les ratios des différentiels, ratio dans le transfer case ou finalement ajouter un autre transfer case. Chaque changement offre des avantages et des désavantages autant côté monétaire que comportement du véhicule. Nous nous concentrerons sur le double transfert-case.
En supprimant la partie destinée à envoyer le pouvoir vers l’avant du premier transfert case, celui-ci devient en quelque sorte une boîte à vitesse un peu comme une transmission, mais avec seulement 2 fonctions (Hign/low), ensuite, en ajoutant un deuxième transfert case qui sera entraîné par le premier, ce dernier va à son tour entraîner l’arbre de transmission avant et arrière comme d’origine avec la fonctionnalité High/low.
Donc l’avantage est que votre véhicule peut maintenant rouler sur la route en mode high av et high arr sans réduire la vitesse, ce que changer les ratios de différentiel aurait occasionné.
Ensuite, en mode high av et low arr, vous avez un ratio low d’origine idéal pour la bouette (changer le ratio du transfer case aurait éliminé le ratio d’origine et un ratio trop low n’est pas toujours idéal).
Finalement en mode low av et low arr vous avez un ratio idéal pour les sentiers de roche “crawling” comme changer le ratio de votre t-case d’origine vous aurait donné.
Le double t-case est un bon compromis pour diverses situations, par contre ajouter une autre pièce mécanique peut occasionner d’autres problèmes.
Mise en contexte ; en 2014, après avoir fait plusieurs modifications sur mon Suzuki Sidekick, essieux samurai, coil over, locker avant arrière, 3 link avant + 4 link arrière en plus de mon premier kit de chenilles, je voulais améliorer le drivetrain du véhicule. À noter qu’un sidekick a des arbres d’entrainement de type à coulisse (slipe yoke) donc si un arbre casse, le transfercase se vide de son huile et mets fin à la randonnée. De plus, les ratios d’engrenage avec des gros pneus n’étaient pas super.
sidekick sur premier kit Nordtrack
Donc, après quelques recherches sur le web, j’ai entendu parler d’un kit américain appeler OTT kicker “3”, un ensemble vendu pré-fabriqué qui permettait d’ajouter un 2ieme transfert case derrière celui d’origine. Malheureusement, déjà en 2014 ce kit était discontinué, et déjà à cette époque l’information sur cette compagnie était dure à trouver. La seule info qu’ont pouvait avoir était sur les forums de samurai. Plusieurs amateurs fabriquaient eux-même leur kit. À noter que cette modification est assez connue dans les samurai et sidekick.
Le setup: moteur 1.6 16 ou 8 valves provenant du Suzuki sidekick 1995 et moins ou 1996 et plus, sa transmission, son transfer case et on ajoute le t-case de samurai. Cette modification est répandue, car plusieurs changent le moteur 1.3l des samurai par le 1.6 des sidekick qui est plus fort et plus récent.
OTT Kicker 3 original
Conception: après plusieures heures de lecture sur divers forums, j’avais pas mal d’idées comment faire mon setup. Étant dessinateur industriel, je voulais faire quelque chose de propre sans avoir à percer des trous, souder des bouts de métal à plus finir, essai/erreur, etc. J’ai donc pris toutes les composantes et envoyé scanner le tout par scanneur 3d… c’est un peu comme prendre une flute a super Mario bros 3.
Une fois les pièces scannées, il était donc facile de dessiner sur l’ordinateur par dessus les pièces de forme irrégulière afin de positionner le tout ensemble avec des belles pièces de qualité.
rendu photo 3d
Après une petite vérification, j’ai fait tailler les pièces au laser .
Fabrication: bien que les pièces sont bel et bien découpées, le travail ne se fait pas tout seul. Il faut couper la partie avant du premier t-case, garder une partie de la vielle pièce et souder le tout à l’aluminium pour avoir une boite étanche. Une des pièces taillées au laser sert à relocaliser un des roulements qui était jadis dans la partie qu’on vient de couper, ensuite on coupe une partie des arbres et on les unis avec la partie à cannelure (spline) d’un arbre de transmission de sidekick ( autre avantage qui facilite la tâche, les 2 t-case ont les mêmes cannelures)
Après quelques heures, les tests sont concluants et les ratios sont très intéressants… Plus tard, j’ai vendu le Suzuki en pièces, et ce même setup a été réinstallé dans un samurai.
samurai avec 1.8l de aerio avec diffentiel toyota
Samurai/Sidekick dual t-case est née: environ 2 ans après, je reçois un courriel d’un gars qui a lu mes messages que j’avais publié sur le forum quebec4x4 et qui me demande si je pouvais lui vendre un kit car il devait participer à une course dans le désert en AFRIQUE !!! Finalement, je lui fais un prix, il me paye par PayPal, je lui expédie le tout et bingo premier kit vendu en Afrique, incroyable! C’est alors que j’ai décidé de faire un petit livre d’instructions et de vendre mon kit sous forme de DIY (do-it yourself), j’ai ouvert une petite page Facebook et annoncé mon produit sur divers groupes Facebook, surtout aux états-unis, le bassin de samurai là-bas est immense et il sont beaucoup mieux préservé qu’ici au Québec.
carte des endroit où ont n’a vendu des kits
À ce jour, nous avons 59 kit vendus, principalement aux états-unis dans des endroits comme le MOAB, Californie, Vegas et même 2 kits en Israël. C’est très marginal comme vente, ce n’est pas très lucratif, mais ça me fait toujours rire de penser que j’ai fabriqué ça dans mon garage à st-prime au Lac-Saint-Jean!
Comme quoi il faut jamais sous-estimer la force des médias sociaux ou même de la simple idée.
Si vous avez des questions, je vous invite a commenter l’article ou visiter notre page Facebook