C’est un projet que j’avais en tête depuis un certain moment.
J’ai proposé l’idée aux administrateurs du Club Jeep Mauricie. L’idée leur a parût un peut farfelue mais, après explication du projet, ils ont embarqué avec enthousiasme.
Pour débuter, il fallait trouver la perle rare à un bon prix.
Par la suite, le projet fût financé avec la vente des pièces du jeep de original.
Quelques membres se sont portés volontaires pour aider à réaliser ce projet fou; soit M.Michel Gosselin de ‘’Attache Auto Mg’’ en fournissant des pièces (essieux ,roues, tout ce que ca prend pour transformer une remorque) puis M. Louis Furlotte de ‘’Soudure LFJ’’.
M. Furlotte fût d’une grande aide avec ses idées, ses suggestions et son savoir-faire.
M.Furlotte ne s’est pas gêné pour nous traiter de ‘cabochons’ Jessy Masson et moi. Nous étions tellement enthousiasmes et pressés sautant ainsi quelques étapes!
M. Furlotte fût d’une aide indispensable pour ce projet. Il a créé un chef-d’œuvre avec le BBQ (grille de feu ajustable, prise d’air pour contrôler le feu, grille en stainless).
Il nous a fourni tout les matériaux son précieux temps (+ de 60hrs de travail) et son merveilleux sens de l’humour. Ces trois éléments ont fait de cette expérience un agréable moment. Il ne faut pas oublier la conjointe de M.Jessy Masson, Fanny Moreau, qui est aussi venue donner un coup de main à quelques reprises.
Finalement M.Francis Casobon de ‘Sablage Caso s’est joint à cette aventure et nous a offert le sablage au jet ainsi que la peinture de notre choix.
WOW que d’émotions de voir ce projet se réaliser sous nos yeux et prendre une telle ampleur. Quelle générosité de tout ce monde incroyable.
L’inauguration du BBQ s’est fait à l’été 2018, chez moi avec les membres du club. 85 personnes sont venu déguster de succulentes côtes levées.
Le BBQ servira pour les activités du club et pour certaines levées de fond et de bienfaisances.
Un ‘gros merci’ à tout ce beau monde qui est venu, de près ou de loin, aider à réaliser se rêve que je caressais depuis un bon moment. Merci
Je vous ai donc laissé la dernière fois après une brève explication de ce qu’on avait fait pour rafraîchir le filage. Maintenant, il fallait s’attaquer au dash. Je voulais refaire celui-ci depuis que j’avais le véhicule pour n’avoir que ce dont j’avais besoin pour mon utilisation et enlever des problèmes potentiels! J’ai donc commencé par me demander, qu’est-ce que j’ai vraiment besoin de savoir ? Commençons par ce que j’avais déjà… J’avais un ampère-mètre, un gauge de température du type ”cold-hot”, un gauge à gaz, une lumière d’avertissement de basse pression d’huile et un speedomètre/odomètre. J’avais aussi rajouté un gauge de pression d’huile (parce que quand la lumière allume, il est déjà trop tard) et un tachymètre (RPM). Donc, le speedo/odo ne fonctionnait plus et avec mon ratio de gear (5.88:1) et mes pneus (39.5”), il n’aurait pas donné la bonne lecture de toute façon. En plus, mon truck étant un rig de trail seulement, son utilité était plus que négligeable. Même chose avec le gauge à gaz, n’ayant plus le réservoir d’origine, et mon réservoir étant custom, je n’ai plus de sonde pour lire la quantité de gaz restante. L’ampère-mètre m’avais déjà donné du trouble comme on l’a vu dans l’article précédent, j’ai donc décidé de le changer pour un voltmètre. Et la lumière de basse pression d’huile ne me servait plus depuis que j’avais le gauge de pression d’huile. Pour ce qui est du gauge de température, je voulais le remplacer par un modèle indiquant les degrés question de mieux diagnostiquer les problèmes et mieux comprendre le fonctionnement de mon setup.
Donc, j’ai décidé que je garderais mon RPM là où je l’avais déjà installé, dans un angle mort sur mon dash question de le voir facilement en faisant du mud-drag ou autre activité demandant plus de concentration, et en ne me cachant rien de mon champ de vision (déjà un peu restreint dû aux dimensions de mon camion). Pour ce qui est du dash, j’y ai été avec un gauge à température en degrés, un gauge à température de transmission (l’ennemi numéro 1 d’une transmission auto est la chaleur!), un voltmètre et un mon gauge de pression d’huile.
Pour ce qui est de me refaire un nouveau dash, j’ai opté pour de l’aluminium, étant un matériel flexible, qui m’offrait un fini qui ”fittait” avec mon concept et léger. On a donc commencé par se faire une maquette avec du carton (vous remarquerez sur les photos que nous avons utilisé le carton du carburant de garage le plus populaire!). Cette maquette nous a permis de découper notre aluminium avec les bonnes dimensions et de savoir où nous devions plier notre panneau. Pour le pliage, nous avons affaibli la ligne où on voulait plier avec un ”grinder” et nous l’avons plié dans l’étau par la suite.
Venait ensuite le temps de choisir l’emplacement des cadrans. En ayant supprimé quelques uns des cadrans d’origine, dont le gros speedo, j’avais le choix des cadeaux! On s’est installé dans le siège du conducteur et on a marqué les zones cachées par le volant pour voir l’espace que nous avions pour voir sans effort. Ensuite, on s’est découpé des maquettes de chaque cadrans dans du carton pour pouvoir les essayer à différents endroits et choisir ce qui me convenait le plus. On a aussi décidé combien de commutateurs j’aurais besoin pour mes différents systèmes électriques et on les a placés à leur tour. J’ai aussi rajouté deux voyants lumineux, un pour me confirmer que mes fans électriques du radiateur sont en fonction, et l’autre pour les ”hautes”.
Une fois l’emplacement de tout ce beau monde décidé, j’ai percé mon panneau aux bons endroits, et on a commencé l’assemblage des différents cadrans et commutateurs, ainsi que les voyants et les endroits pour visser le panneau en place. Une fois cette étape complétée, il ne restait qu’à brancher l’électricité derrière le panneau et visser celui-ci pour avoir enfin un beau dash tout neuf et fonctionnel! J’en ai aussi profité pour faire un petit clin d’oeil à mon pseudonyme sur les forums à l’époque, Southern Comfort, comme vous pouvez le voir en dessous des cadrans.
Ne restait plus qu’à tester le nouveau filage et ce nouveau dash! L’attente ne fut pas trop longue parce que nous avons terminé le projet le jeudi et le samedi c’était notre premier Mudfest de la saison au club 4×4 Saint-Raymond. Le premier test arriva vite aussi, en débarquant du trailer un fil s’est défait et mon tachymètre n’affichait plus rien. En plus, bizzarement, quand j’ai stationné le véhicule, celui-ci ne démarrait plus. Mon chum Pat est arrivé dans l’entre-faits et nous avons trouvé le fil de tacho qui ne voulait pas coopérer et il a diagnostiqué que mon problème démarrage ne venait pas de nos modifications de filage mais bien du module de démarreur. Heureusement, j’en avait un de rechange à la maison et j’habite très près du terrain du Club. Donc une fois ces petits problèmes réglés, on a pu se concentrer sur les courses! La fds de tests fut concluante avec une belle 2e position dans le 8 stock et ce grâce à mon co-pilote, le fils de Patrick, Billy Dessureault!
Nous sommes maintenant au mois de Novembre et je n’ai pas eu de problèmes électriques depuis, mis à part un ground qui s’est dé-serré sur la batterie. Ma seule petite erreur dans ce projet fut de ne pas prévoir que j’allais peut-être changé de volant parce que celui d’origine était immense et limitait ma mobilité. J’ai changé de volant depuis et mes cadrans sont maintenant légèrement cachés par celui-ci mais pas assez pour que ce soit dérangeant.
En terminant j’aimerais remercier cahleureusement mon chum Patrick Dessureault, proprio de HardCore Cycle, pour son travail sans relâche et je vous invite à aller voir sa page facebook :
C’est en faisant des projets comme ça avec des chums, de la bière et des chips qu’on s’amuse même en dehors des trails et qu’on se rappelle pourquoi on dit que le hors-route, c’est une grande famille!
Si vous fréquentez différents groupe Facebook de 4×4 au Québec, vous avez sûrement vu passer le Mean Green. Selon mes gouts personnels, il s’agit d’un des plus beaux setups de trail que j’ai eu la chance de voir passer. Merci¸M. Brisson, son créateur, d’avoir accepté de nous dévoiler les différents secrets de cette machine de guerre.
À la base, il s’agissait d’un Jeep Tj Rubicon 2006 avec un moteur de 4L. Maxim s’en est servi pour faire de la trail pendant quelques années, mais l’envie d’avoir un véhicule plus confortable lui est venue petit à petit. N’étant pas ( selon lui ) un gars d’extrême…il voulais seulement amiliorer un peu son Jeep afin d’avoir un véhicule plus confortable qui lui permettrait de franchir des obstacles un peu plus facilement.
Mr Brisson a insisté sur le fait qu’il a fait ce projet pour la passion et pour apprendre. Il a appris beaucoup tout au long du projet. Toutefois, cet article ne se veut pas un article qui explique comment fabriquer un 4×4. Il s’agit suelement de partager avec les passionnés un petit projet qui est devenu grand.
Ceux qui ont travaillé sur d’aussi gros projets savent qu’on ne suit pas une recette lorsqu’on commence ce type de projet. C’est un peu le projet qui nous dicte à mesure les étapes.
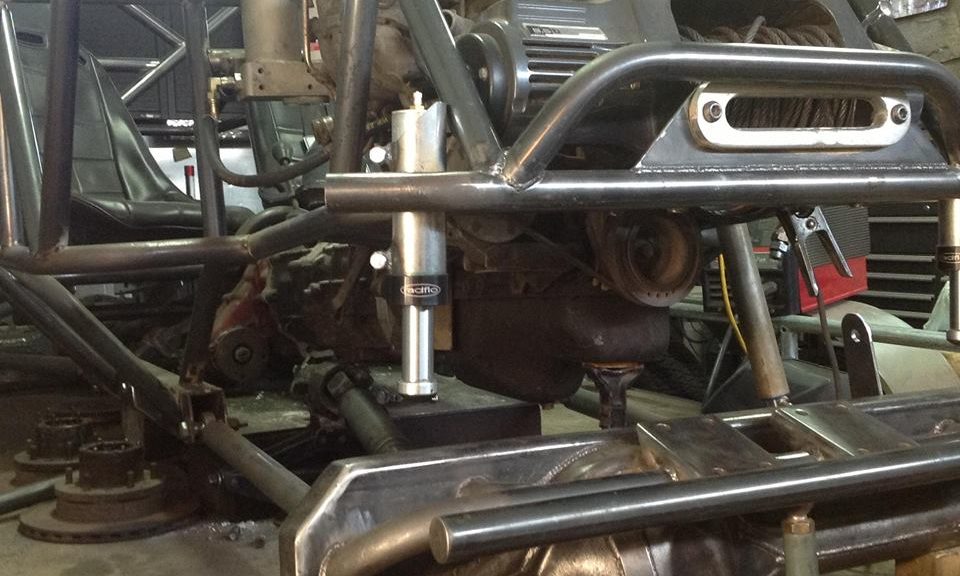
La première étape a donc été de faire un frame off sur le Jeep afin de se donner de l’espace pour travailler et aussi avoir une meilleure vision du projet. Le chassis a donc été buffer et repeinturé. Et à partir de là je vais laisser M. Brisson vous décrire un peu comment les étapes se sont enchaînées:
LES DIFFÉRENTIELS :
Je n’ai pas vraiment choisi mes différentiels, ils m’ont été offerts par un ami et j’ai accepté après une petite recherche. Je voulais que ce soit solide sans que ce soit trop compliqué. Pour l’avant c’est un Dana Super 60 de 2006. Pour l’arrière, c’est un GM 14 Bolt de 1997. Le super 60 est avantagé sur les Dana 60 des années antérieures sur plusieurs points; la couronne qui a normalement 9,750po a été changé pour une de 10”, les essieux ont tous 35 splines, les tubes sont beaucoups plus robustes avec une aipaisseur de 0,250po et un diameter de 3,750po, les knuckles sont aussi fait fort. Les u-joints sont des 1480 et 1350 au pinion.Un trust et les braquettes pour les controls arms Frogfab modifiés pour mes besoins ont étés insstalés. J’ai acheté un truss frogfab que j’ai modifié pour mes besoins. Les free-locks ont été remplacés par des RCV et les essieux en 300 m également de RCV suivrons sous peu. J’ai fait machiner mes nuckles pour le convertir high steer. À l’arrière un 14 bolts qui est bien connues de tous pour sa robustesse. Un truss frogfab a été ajouté ainsi qu’un couvert Solid. L’installation de frein à disque reste à faire. Les deux différentiels sont équipés de gear 5.38 ainsi que de 2 full spool NitroGear
SUSPENSION :
Le-Calcul géométrique a été fait sur 4 link calculator et bien sur quelques essaies erreurs ont été nécéssaires pour obtenir les valeurs désirées. Un 4Link double triangulé ont été insstalé à l’avant et l’arrière et la belly à une hauteur de 23.5pouce. Une de mes erreurs ici a été ma vision du projet au départ, je ne prévoyais pas aller aussi loin dans les modifications. Comme je prévoyais garder le jeep pour la route je ne voulais pas toucher au frame dans la mesure du possible. Autrement j’aurais couper le frame à l’avant et l’arrière pour le rebatir plus haut ce qui m’aurais permis de pouvoir abaisser le véhicule. Toutes les braquettes d’origine du cadre ont été coupées pour faire place aux nouvelles composantes adaptées à la nouvelle suspension.
Le super 60 ma prit environ 12 h à néttoyer de ses composantes exterieur d’origine au grinder et au saw-all. Pour le 14 bolt seulement 1,5 h. Gageons que j’aurais sauvé beaucoup de temp avoir eu une coupeuse au plasma. Tout a été bien sûr décapé et repeint.
L’angle des pinion a été plutôt facile à définir. Étant donné la basse vitesse, j’ai opté pour un enlignement plutôt direct pour repousser le plus possible la limite des angles de drive shaft.
Les contrôles arms sont des tubes dom de 2po x 0,25po de mur avec tube inserts et rod end ajustables Midwest Control en chromoly 7/8-3/4. Pour l’instant, je ne ressen pas le besoin d’installer de sway bar. Le Jeep est très stable. Je n’exclue pas cette option pour plus tard.
Si vous regardez les photos, vous y verrez la pose des braquettes de shocks et les strut towers de type tubulaire à l’avant et en boîte à l’arrière pour permettre de garder la partie arrière du frame et garder l’habitacle du Jeep scellé.
Les shock towers ont été posés à des angles standard de 15° dans les 2 sens étant donné que je n’avais pas les shocks au moment de leur pose.
Autrement, j’aurais probablement diminué l’angle au minimum pour que les shocks suivent le plus possible l’axe du mouvement de la suspension, optimisant ainsi le spring rate et le valving. Toutes les bolts sont ” gold zinc“ grade 8. les coilovers Radflo ont été commandés avec un valving calculé pour mon projet et pour une application de rockcrawling.
Les coils Eibach sont arrives avec un spring rate parfait ( merci Pierre Fortin de PJF 4×4 pour le calcul!) Les reservoirs ont été installés avec un kit Procomp sur les strut-bars.
Sur les coilovers, le réglage du slider à l’avant est à 30 % de la course. Je pense changer de recette, car lorsque l’arrière descend d’une marche rapidement, ça écrase jusqu’au bump stop. Ma recette de coils actuelle est de 150lbs/150lbs. Mon prochain essai sera probablement de 100lbs/200lbs. il est trop tôt pour dire si le valving me convient. J’essaie le plus possible de regarder les videos de mes passes pour évaluer. Mon differential arrière est limité de 2po en down travel, mais seulement au centre pour respecter la limite du driveshaft, Il n’est pas limité sur les côtés. À l’avant, le down travel est ajusté à la limite des shocks. Donc, j’ai la quasi-totalité de mon flex.
The WHEEL :
Le choix de pneu a été difficile et le fait d’avoir d’avoir changé d’idée de grosseur fait en sorte que mon set-up n’est pas optimal avec un wheelbase de 110po et des pneus de 44po.
Au tout début, j’avais en tête d’installer des 39,5po irok sur mes Dana 44 d’origine. Au stade final de LA maladie, j’hésitais plutôt entre des 42 irok les 43 tsl SX et les 44 Pitbull Rocker. Interco, ayant déja fait ses preuves depuis longtemp, rendait les Irok attirants. Par contre, ils étaient plutôt bons uniquement dans la roche. Les TSL sx blindés, me semblaient avoir une gomme un peu trop dure pour mon style de confduite. Bien sûr, il existe une gomme de compétitionue sous le nom de ” sticky”, mais leur prix et leur durée de vie réduite m’a fait dévier de cette option, les Pittbull Rocker, un pneu, au dire de plusieurs, très polyvalent avec 4 couches me semblait tout à fait ce que j’avais besoin. En plus, ils offrents un beau bonus pour l’hiver avec leur 19,5po de largeur sur la neige. Par contre, seul point négatif, ils sont facilement endommageables ! Ayant percé l’un d’eux après seulement 3 trails, j’évalue la possibilité de les garder pour l’hiver et acheter des TSL sx sticky pour l’été.
Mes Pitbullsont monté sur des split wheels de 32 bolts que j’ai fabriqués à partir de roues Procomp Rockcrawler de 17pox9po. Pour les freins, il s’agit de frein d’origine, double pistons de Dodge Ram 2500. Les conduits de liquide à frein sont tous trèssés en acier inoxydable et flexibles.
LA DIRECTION:
La conduit est Full hydro. Pour le moment, le système utilise la pompe d’origine en attendant ma pompe PSC, don’t j’ai agrandit les passages d’huile pour augmenter le debit. L’orbitrol provident d’un système de direction d’un Skytrak et donne 2,5 tours au Volant. J’ai ajouté un radiateur et une fan Permacool de 1100cfm pour refroidir l’huile.
Malgré les avertissements de plusieurs, j’ai posé le radiateur de conduite à l’avant, mais j’ai fabriqué un doc pour dévier l’air chaud à l’exterieur du hood. J’ai acheté d’un ami le cylinder double rod tout en alluminium incluant les rods. C’est un cylinde conçu pour les chars de course sur terre battue. Pour l’instant ça fonctionne à 80% de mon idéal. La pompe PSC devrait régler le problem avec une meilleur pression.
J’ai dû remplacer et relocaliser le reservoir à essence par une RCI de 16 gallons, ce qui est sufissant pour plus de 2 jour de trail. La pompe est une Walbro gsl1392bx avec un bypass regulator. Sur le reservoir, j’ai opté pour le système de breather F.A.T.S., idée tirée d’une des videos de Jake Burkey qui, en passant, m’ont été d’une très grande aide lors de la construction!construction!
Tout ce qui touche l’extérieur du véhicule a été modifié avec le même souci du detail. Le hood et les ailes, par exemple, ont été coupés au maximum de leur capacité. Plus à suivre dans un prochaine article …
En gros, voici le setup Mean Green. Nous apporterons plus de details dans la suite de l’article au fur et à mesure que les tests et l’amilioration du véhicule progresseront.
Dans le monde du hors route une grande partie des passionnés sont aussi passionnés de fabrication. Vous avez sûrement constaté, dans l’évantail d’articles du magazine, que nous essayons de couvrir aussi cet aspect qui, selon nous, est très important pour nos lecteurs. Ce qui m’amène d’ailleurs à ma petite chronique de cette semaine.
Je suis moi-même très intéressé par les outils neufs ou anciens et particulièrement par la restauration de vieux outils. C’est d’ailleurs un ami proche qui m’a fait découvrir cet aspect des outils.
Cette semaine j’ai décidé de vous montrer la restauration que j’ai faite d’un étau.
Il y a plusieurs avantages à restaurer un outil plus ancien. Dans certain cas, vous pouvez sauver un montant considérable d’argent. Malheureusement ceci n’est pas garanti à chaque fois, tout dépend si vous réussissez à dénicher une perle rare. Dans mon cas c’est ce qui est arrivé. Je cherchais depuis longtemps un étau robuste, ceux qu’on retrouve dans les magasins à grande surface sont souvent petits ou manquent de robustesse. Oui je sais qu’il est possible d’en trouver des gros très résistants, mais les coûts sont au-delà du budget que je voulais consacrer à cet achat.
Donc, un ami à moi possédais, via son père, un vieil étau. Je me suis arranger avec lui en procédant à un un troc contre un autre outil qui ne me servait plus. L’étau paraissait un peu mal en point, mais bien sûr la rouille donne souvent une impression pire que la réalité.
J’ai donc commencé par un bon nettoyage avec un produit décapant assez puissant pour retirer les vieilles graisses et saletés logées depuis plusieurs années.
Par la suite, afin de retirer la rouille, nous avons passé un sablé au buffer à la grandeur de l’outil, mais étant donné le nombre de ”racoins” on à complété à la main et avec une brosse d’acier.
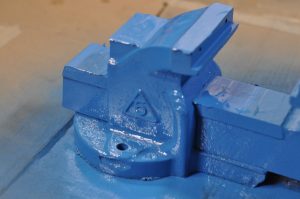
Une fois le rouille retirée, nous avons pu constater les dommages. On s’est aperçu qu’il y avait un trou sur le devant de l’étau qui avait été à l’époque rempli avec une sorte de pâte. On a donc retiré cette pâte à l’aide d’un buffer et tout nettoyé de nouveau.
J’ai rempli le trou en soudant par-dessus et ensuite fait disparaître les traces de la soudeuse à l’aide d’un buffer.
J’ai ensuite choisi une couleur que je trouvais à mon goût, et pris soin de choisir une peinture possédant une bonne résistance.
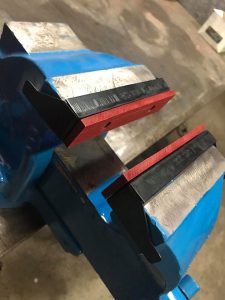
J’ai par la suite graissé les parties mobiles. Étant donné que nous avons parfois des pièces un peu plus fragiles, j’ai acheté deux protèges-serres qui évitent d’abîmer les morceaux que vous y pincez.
C’est Michael, le soudeur, qui vous écrit pour vous donner quelques trucs pour calculer vos matériels et comment calculer vos angles de façon facile.
Commençons par comment calculer le materiel dont vous aurez besoin pour votre projet.
Pour calculer du tube rond ou carré, un ruban à mesurer est pas mal la seule façon de bien mesurer. Pour faire plier des morceaux ou calculer des plaques, les prochain trucs vont vous aider.
Première chose, quel matériel voulez–vous utiliser pour votre projet? C’est sûr qu’un bumper en aluminium ou en stainless va vous coûter un prix de fou. Mais une skid plate faite en aluminium est belle et assez forte.
Quand vous avez choisi votre materiel, vous devez compter quelles dimensions vous avez de besoin. Il y a plusieurs différentes façons de calculer le materiel nécessaire.
Le façon la plus facile est celle avec le carton. Allez au magasin pour les décorations et bricolage allez vous chercher quelques feuilles de carton minces. Après, faites un assemblage/decoupage de votre morceau en carton pour que vos morceaux de carton vous donnent une appreciation réaliste des dimensions de chaque pièce. Vous pouvez couper et coller vos morceaux ensemble et voir votre création prendre vie. Ou, si vous faite des réparations sur votre véhicule, vous pouvez avoir des morceaux qui feront exactement a leur place.
Après quelques fois et quelques années à faire des réparations, vous en viendrez à être capable de tracer sur une feuille de métal avec quelques mesures. Mais en attendant, un modèle en carton reste la façon la plus facile et la moins coûteuse de procéder.
Vous pouvez aussi juste mesurer et prendre notes de vos grandeurs. Toutefois, ça laisse un peu plus de place à l’erreur.
Avec ces trucs vous êtes capable de calculer ce dont vous avez besoin. N’oubliez pas que si vous devez l’attacher sur votre véhicule, vous devez planifier avoir assez de place pour vos mains et un ratchet! Sinon vous risquez de vous détester!
Un des aspect de la fabrication avec lequel beaucoup ont de la difficulté est de calculer les angles pour pouvoir faire suivre les angles de votre véhicule.
La façon très complexe est de prendre un rapporteur d’angles pour trouver vos angles, couper en consequence et essayer de faire fonctionner le tout ensemble.
Façon facile et efficace: dans mon cas, je prend une baguette à souder en aluminium pour t.i.g et je plie la baguette pour avoir le même angle. Après je mets la baguette sur ma table de travail avec un carton ou un morceau de bois. Je trace ensuite l’angle que je viens de ”calquer” et ensuite, je trace une ligne de la même largeur que mon morceau parallèle à ma première ligne. Là où les ligne se joignent, vous aurez votre angle à couper avec aucun des morceaux plus gros que l’autre ou de remplissage inutile à faire.
Si vous voulez faire plier des morceaux sauf que vous ne savez pas l’angle nécessaire, certaines shops vont être capable de plier un tube ou un morceau si vous leur apporter une baguette pliée avec les profils que vous voulez.
J’espère que ces trucs vont vous aider dans vos projets futurs.
Michael Couturier
@Michaelmobilewelding sur Facebook.
Crédit photo principale de l’article: Crummy Welding, LLC
Avec ses propriétés différentes, l’aluminium requiert une technique différente que l’acier. Voici donc un petit texte qui se veut une petite introduction sur les soudures et propriétés de l’aluminium.
Aluminium ;
Ce matériel est plus léger et moins dense que l’acier. Sa conductivité de chaleur est environ 6 fois plus grandes que celle de l’acier, ceci explique d’ailleurs pourquoi les soudures durcissent plus rapidement. Ce matériel possède une conductivité électrique et de chaleur approchant celle du cuivre. L’aluminium a un point de fusion à environ 630 degrés C comparativement à 1450 degrés C ( tout dépendaement du taux de carbone )pour l’acier. L’aluminium possède une couche d’oxyde appeler alumine qui elle fond , cette couche aide a protéger contre la corrosion, mais peut créer des problèmes lors du soudage si la pièce est mal préparée. Sa résistance a tendance à augmenter lorsque la température descend tandis que c’est le contraire pour l’acier qui a tendance à casser lorsque la température descend. C’est d’ailleurs pour cette raison que l’aluminium est utilisé dans le transport de gaz naturel ou la cryogénie. Celle-ci prend 3x la température de l’acier, mais seulement le 1/3 du temps a souder.
Soudage :
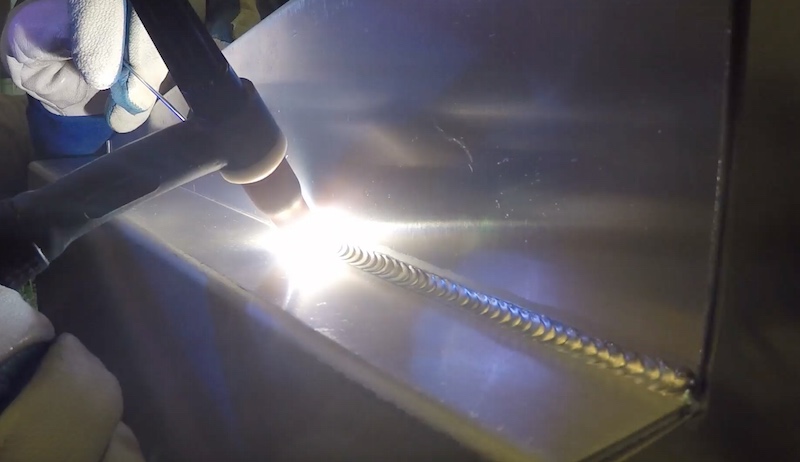
Il existe plus d’une technique pour souder l’aluminium, mais la plus utilisée est le TIG. Voici trois techniques possibles.
TIG : principale technique utilisée pour l’aluminium, car ça demande beaucoup de chaleur. Une soudeuse avec l’option de réglage du courant est fortement recommandée afin de contrôler votre chaleur. Fait à noter, l’aluminium ne change pas de couleur comme l’acier en soudant, elle deviendra plutôt luisante comme un miroir. Faire attention à ne pas surchauffer la pièce, ce qui pourrait causer de gros problèmes à votre travail. Comme le TIG demande une baguette séparée de matériel, il est important de choisir un matériel d’apport qui possède le plus possible les mêmes composantes que la pièce à souder elle-même.
MIG : Cet technique est efficace aussi pour souder l’aluminium, mais mieux adaptée pour des feuilles d’aluminium plus épaisses. Ce procédé est plus vite mais demande un grand voltage alors beaucoup de chaleur. Le gaz à utiliser reste l’argon à 100 %.
TORCHE : Cette technique s’adresse aux personnes avec un peu plus d’expérience. Il est un peu plus difficile de contrôler sa chaleur de cette façon. Et vous devez contrôler votre tige d’apport en plus du chalumeau.
Il existe plusieurs types d’alliages dans l’aluminium donc il est important de se référer à la charte afin de choisir le bon matériel pour les besoins que l’on a ou même son matériel d’apport. Voici une charte qui peut vous aider à les identifier.
1xxx : Les alliages qui commencent par un 1 sont très purs. Ils ont une teneur en alu de 99 % et sont très mous.
2xxx : Les alliages qui commencent par un 2 sont généralement utilisés dans la fabrication d’avions. Ils sont généralement faits de cuivre et recouverts d’aluminium. Ils sont très solides, mais moins résistants à la corrosion.
3xxx : Les alliages qui commence par un 3 contiennent généralement 1,5 % de manganèse, ils ne peuvent pas être traités à la chaleur, mais sont très faciles d’utilisation donc une belle option pour ceux qui veulent commencer a souder l’aluminium.
4xxx : Contient du silicium, ce qui peut réduire le point de fusion.
5xxx : Contient du magnésium solide et résiste à la corrosion, mais ne sont pas les plus solides.
6xxx : Assez solide et polyvalent, car ils peuvent être traités à la chaleur dû au fait qu’ils ont du silicium et du magnésium.
7xxx : Aussi utilisé dans les avions, ils sont très résistants. Ils contiennent du zinc et généralement aussi du magnésium donc traitable thermiquement.
Voici quelques petits conseils rapides :
1 : Bien nettoyer votre matériel avant de souder, un produit à base d’acétone peut s’avérer très efficace.
2 : Vous devez retirer la couche d’oxyde avant de souder. Plusieurs techniques sont possibles, mais l’utilisation d’une brosse d’acier inoxydable peut s’avérer très efficace. Il existe aussi des procédés chimiques.
3 : Bien entreposer votre aluminium. Si vous pouvez le garder à l’intérieur, c’est mieux. S’il est dehors, essayez de le mettre de façon verticale et non couché, car il se peut que si plusieurs feuilles sont couchées une par-dessus l’autre, elles gardent la pluie et la présence de corrosion s’installe.
4: Ne pas accoter de l’aluminium sur de l’acier. Celle-ci va être tachée par la rouille. Il ne faut pas utiliser un grinder qui a coupé ou grindé de l’acier non plus, car les particules d’acier vont aller dans l’aluminium et la faire piquer de rouille.
Donc, comme vous pouvez le voir, l’aluminium comporte son lot d’avantages mais il doit être traité en connaissance de cause. C’est un excellent produit lorsqu’il est utilisé correctement et que le soudeur sait comment bien faire le travail!
Je me présente : Pier-Luc Martel, je suis propriétaire d’une compagnie de dessin au Lac-Saint-Jean (Service de dessin industriel SDI) nous fabriquons entre autres les systèmes de chenilles Nordtrack.
Suite à l’intérêt qu’ont généré les photos publiées sur 4×4 set-up dernièrement, Dave Daneault m’a demandé de faire un article sur mon projet afin de mieux expliquer les étapes. D’ailleurs, j’aimerais remercier Dave de me permettre de présenter mon projet à la communauté 4×4 set-up à titre de chroniqueur invité.
Besoin : Tout d’abord, l’objectif était de monter un véhicule commercial original sur chenilles, offrant plus d’espace que mon jeep TJ actuel (minimum 5 places assises) afin de pouvoir l’utiliser avec ma famille. Deuxième critère est que le véhicule doit être fonctionnel et fiable. Contrairement à d’autres compagnies, je fais ce véhicule pour l’utiliser, donc pour le garder propre je voulais le protéger avec des composantes durables, pare-chocs et tours d’ailes en acier, rock sliders, protection de réservoir, etc. Pour utiliser les chenilles, on recommande idéalement un 6 cylindres automatique 4×4 avec un low range. Avoir des différentiels barrés ou verrouillables est encore mieux. Et finalement je n’avais pas le budget nécessaire pour un JKU, en plus des modifications, etc.
photo du jeep TJ actuel
Le véhicule : mon choix s’est donc arrêté sur le Cherokee XJ, véhicule très abordable, avec la même motorisation et essieux qu’un jeep TJ, 5 places, bonne espace intérieur. Véhicule un peu moins commun que les TJ et JK mais qui avait un bon potentiel hors route sur chenilles l’hiver et daily drive pour l’été sur du mud terrain 32 pouces.
Le Cherokee :
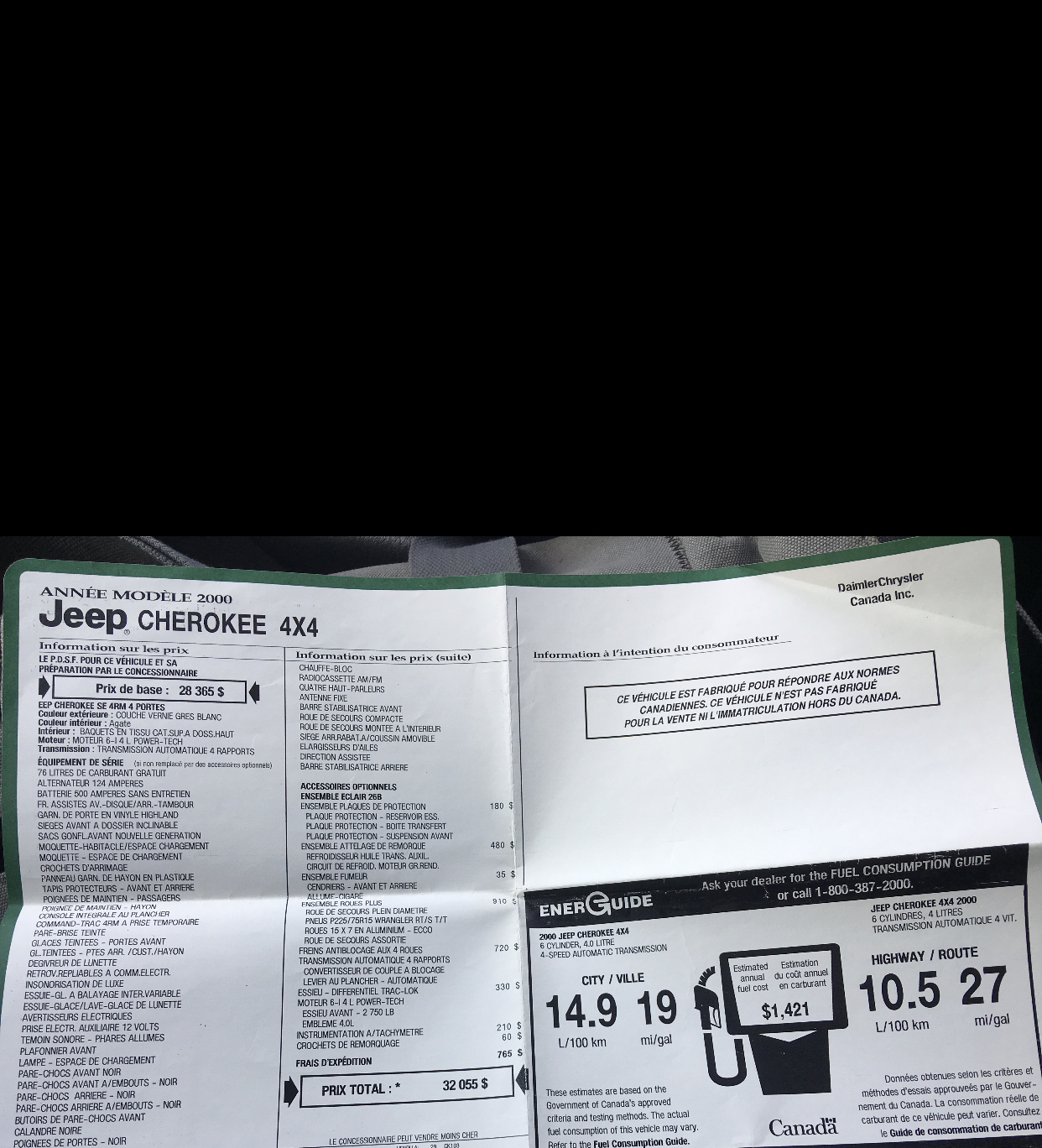
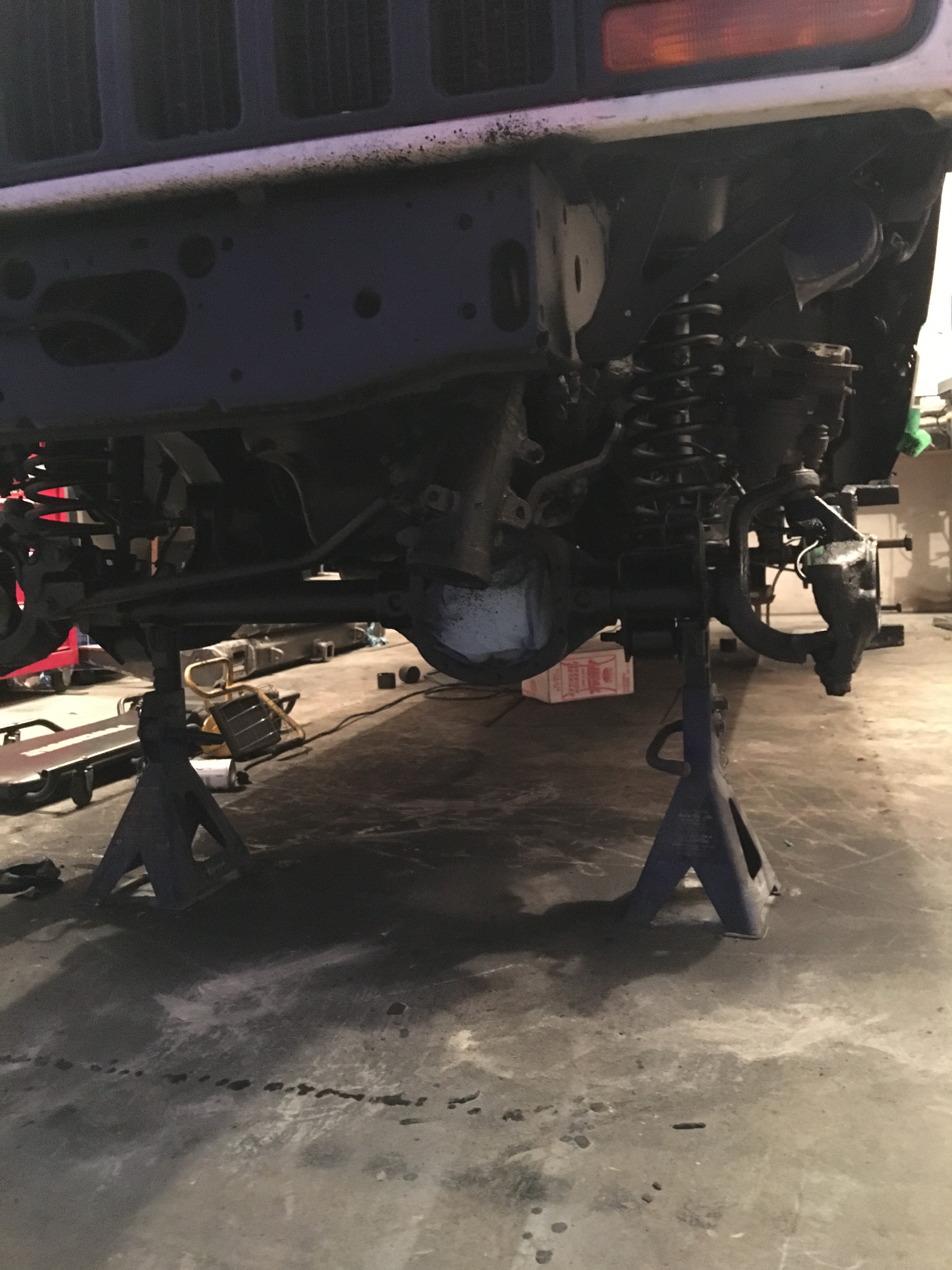
Je cherchais un véhicule à bas millage, une bonne base pour commencer, et après quelques semaines de recherche, je suis tombé sur un véhicule qui avait appartenu auparavant au ministère de la Faune. Un XJ 2000 115 000 km, automatique avec le towing package. Relativement en ordre, le propriétaire précédant avait déjà installé un kit de suspension rough country 3 pouces (pas mon préféré mais ce serait toujours le temps d’upgrader) de plus les chenilles donnent une élévation supplémentaire de 6 pouces. Certaines parties du véhicule venaient d’être repeintes. Donc, par un beau dimanche, je suis partie en autobus voyageur pour Québec et je suis revenu avec le véhicule pour la somme de 3000 $.
fiche lors de l’achat en 2000
Début du projet : Première étape, inspecter, commencer à vérifier les composantes, sur un XJ il n’y a pas de châssis c’est d’ailleurs l’un dans les premiers jeep à être conçu monocoque et ils sont reconnus pour avoir des faiblesses sur celui-ci. Dans mon cas, le monocoque était très propre, le plancher par contre était défoncé, les bas de porte avaient été refaits mais pas très HD
Nettoyage et démontage : Pour réparer le plancher et le body, il faut défaire tout l’intérieur, les tapis, les sièges, retirer les pare-chocs (toujours une partie de plaisir, les bolts casses ou les bolts soudés à l’intérieur tombent lousses et il faut toujours avoir en tête qu’on va devoir ramancher ça après. Une fois le tout démonté, on a une bonne idée des tâches à faire sur le véhicule
Ensuite, j’ai tout dégraissé au shampoing moteur et passé au jet de sable les endroits les pires pour être en mesure de souder le plancher et repeindre, etc.
ZIP-CUT : j’ai tout coupé le plancher pourri et les bas de caisse, et finalement souder des nouvelles tôles aux endroits percés. Pour avoir plus de débattements de chenilles, j’ai coupé les coins arrière, le nouveau pare-choc arrière protègera le coin.
Bas de porte : Les bas de caisse étaient en mauvais état et dans mon concept, je ne voulais pas des slider trop bas, car dans la neige c’est encombrant. J’ai utilisé un 2×4 1/8 que j’ai rentré sous le plancher et soudé tout autour afin de boucher les trous. Mes marche-pieds seront boltés sur ce tube avec des rive nuts pressés, photo plus bas
Côté mécanique, j’ai refais tous les joints universels, changé les étriers de frein, les disques, roulements de roues avant, collets de lames, installé une conduite HD, track barre neuve, changer les shock arrière [relocalisé ceux-ci puisque les autres avaient été soudés] changé le radiateur, le fan électrique et l’autre thermostatique, batterie, silencieux dynomax et ligne complète. Changement de tous les fluides. Le véhicule ayant des essieux Dana 30/35, j’ai changé le ratio 3.55 pour du 4.10 et installé des lockers Detroit truetrac. C’est les mêmes lockers que sur mon TJ et le tout fonctionne très bien avec les chenilles tout en étant moins dur sur les essieux.
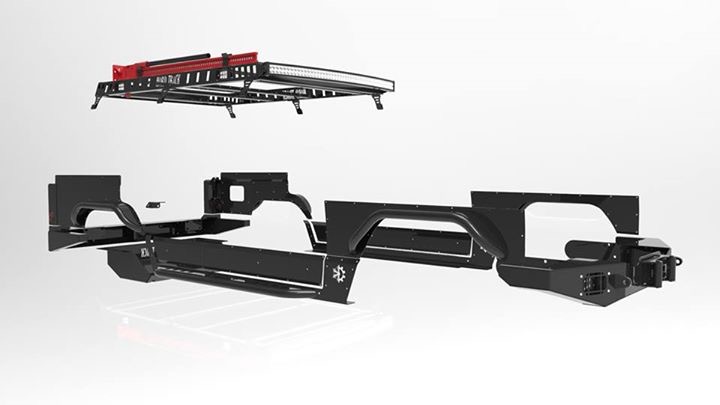
Design accessoire : une fois toutes les pièces enlevées, j’ai commencé à concevoir mes nouvelles composantes, donc dans la liste :
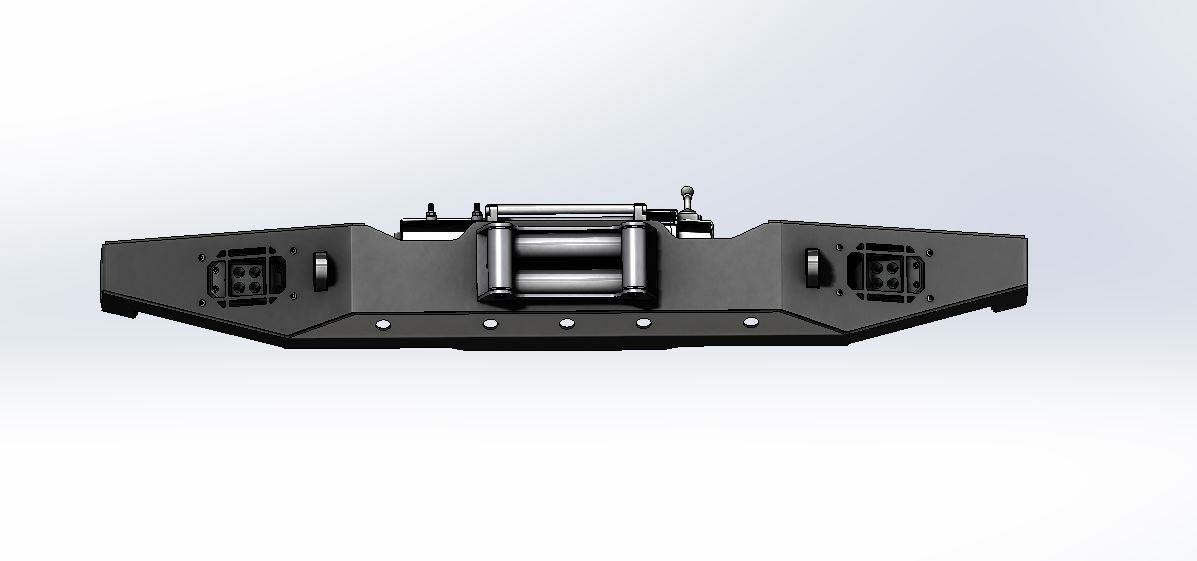
— pare-choc avant avec winch
— pare-choc arrière
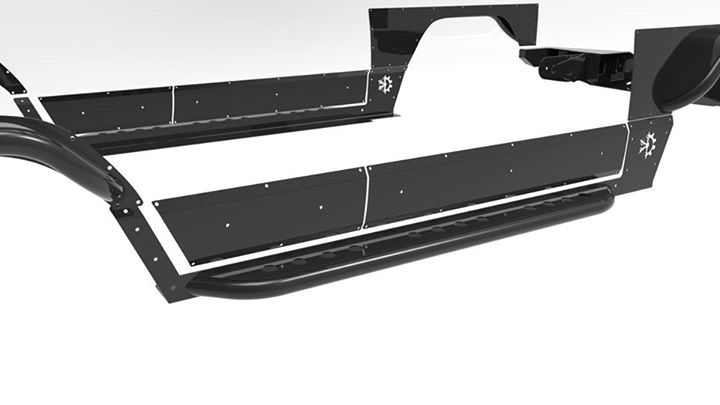
— Rock slider [marche pied]
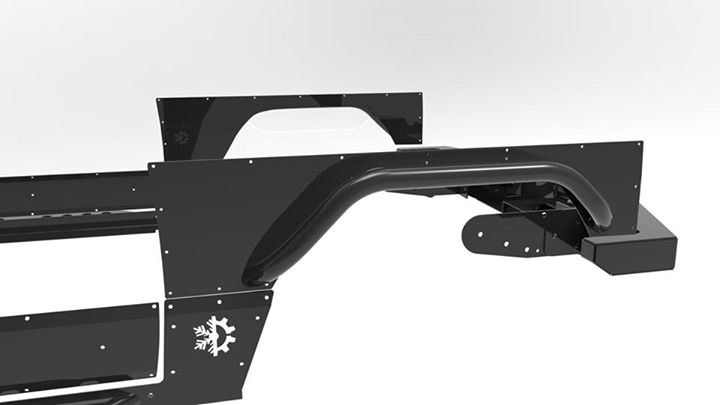
— Tours d’ailes HD
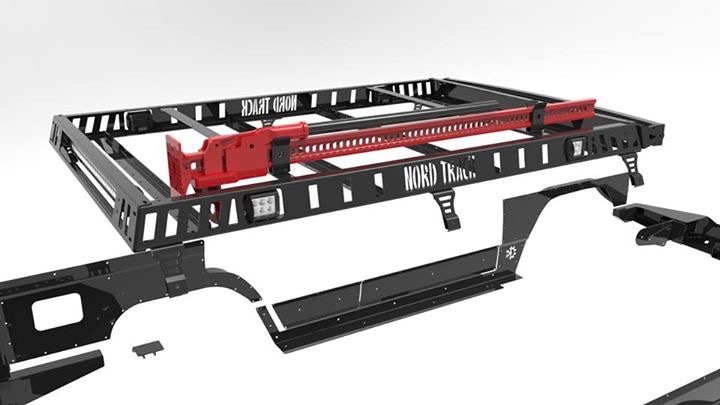
— roof rack
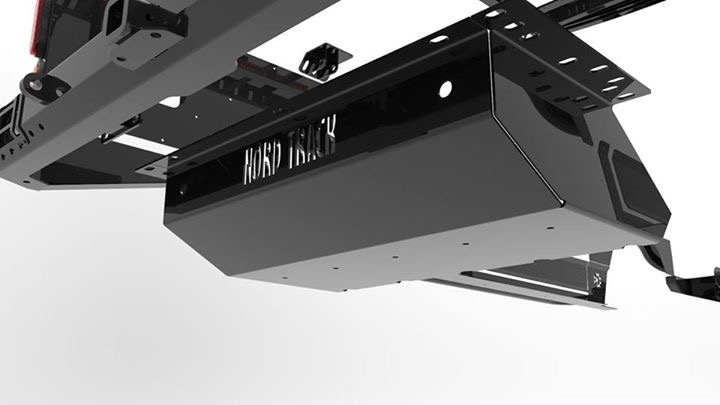
— protection de réservoir HD
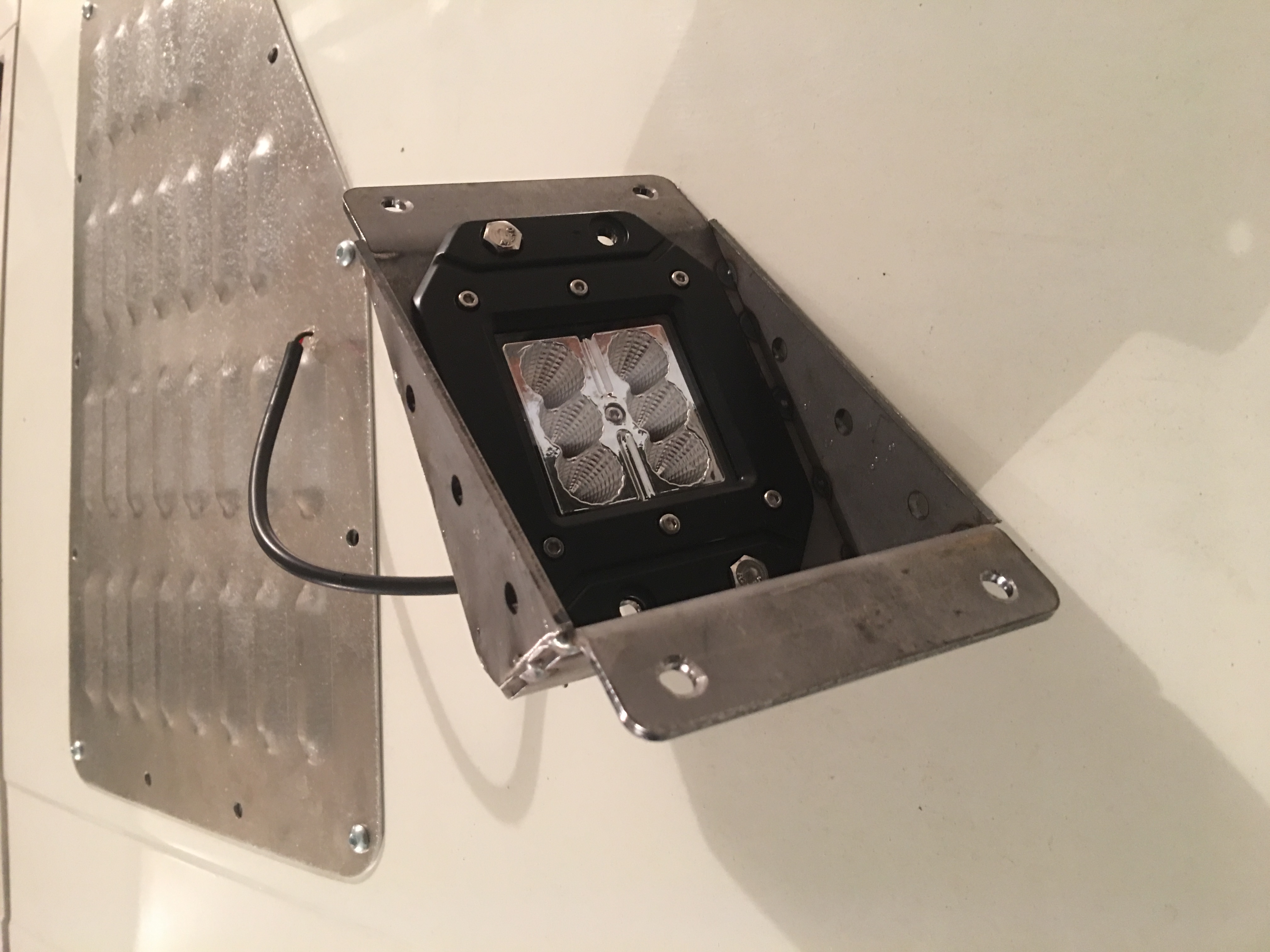
— rear corner avec lumières intégrées
— échelle
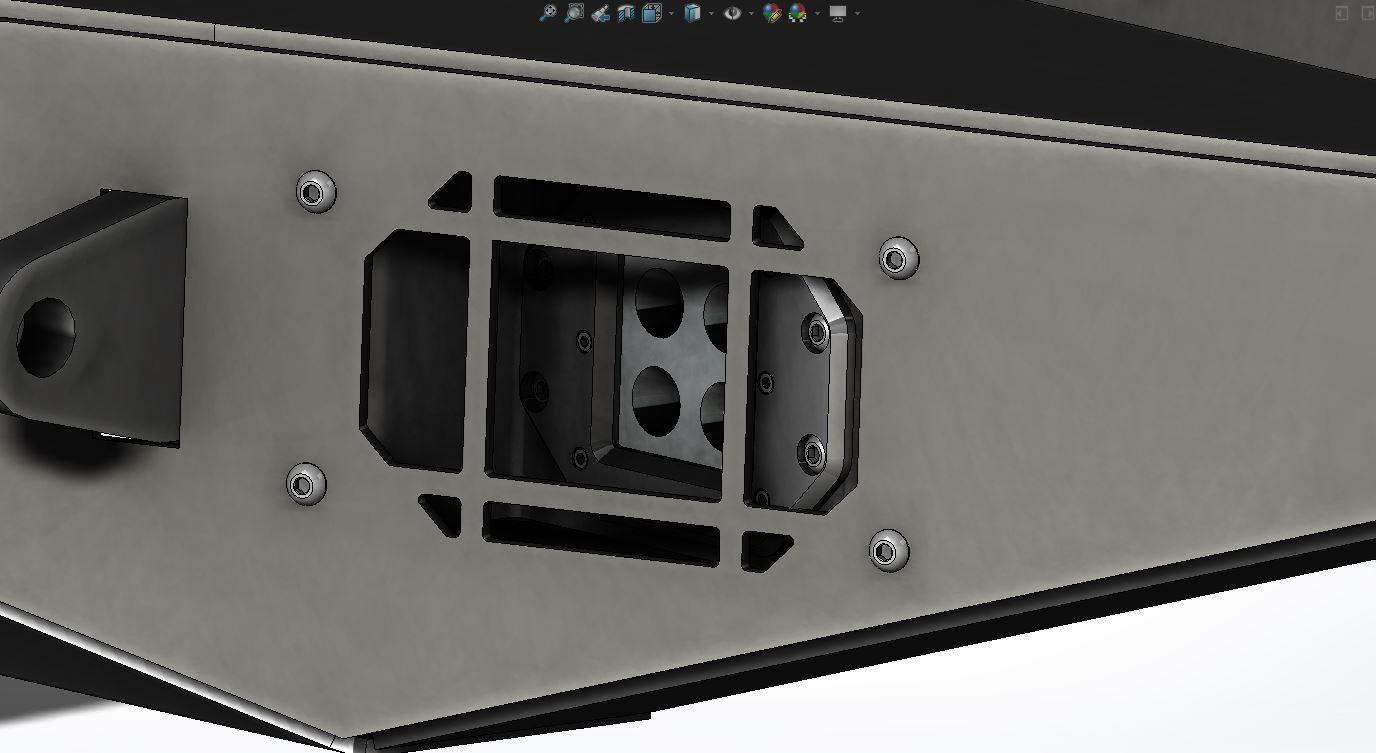
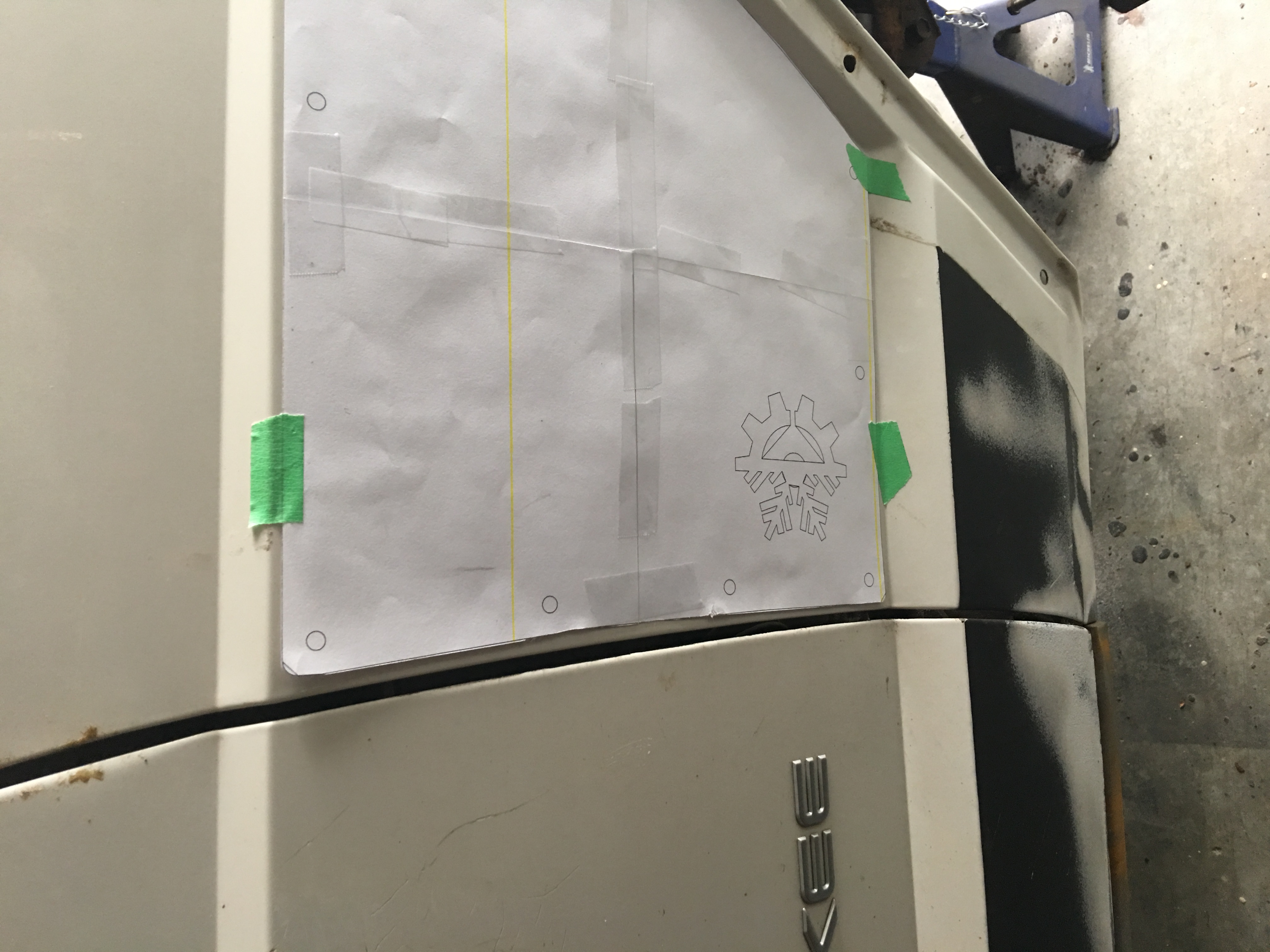
Pour avoir un bon résultat final, ça prend des dessins précis, donc à l’aide de carton et gabarit, j’ai dessiné toutes les pièces à l’échelle à l’aide de logiciel de dessin 3D. Certains logiciels permettent de visualiser, de façon très réaliste, le résultat final avant même de fabriquer. Donc beaucoup d’heures sont requises pour avoir un résultat de qualité.
Une fois les dessins complétés, on envoie les dessins en format 2D CAD pour la découpe laser et pliage CNC. Dans certains cas, on peut utiliser la découpe plasma HD qui fait un beau travail aussi. Il est certain qu’avec ma compagnie de dessin, il est plus simple pour moi de faire fabriquer des pièces, par contre certaines compagnies offrent le service de dessin et la vente de matériel, mais il n’y a pas beaucoup d’économies à faire découper des laser s’il n’y a pas de volume (plusieurs fois la même pièce) mais acheter des pièces aftermarket déjà fabriquées aux États-Unis n’est pas donné non plus.
Plusieurs personnes m’ont contactées pour avoir des pièces diverses, mais le problème est que même si j’ai encore les dessins en main, toutes les pièces sont assemblées en place sur le véhicule donc sans gabarit il est presque impossible de refaire des assemblages qui vont faire sur un autre véhicule.
Les ailes sont toutes faites en tube dom 1 ¾ x 1/8 de mur pliées sur ma plieuse à tube.
Les ailes arrière couvrent toute la carrosserie arrière et les lumières au LED arrière font le coin.
Les marche-pieds sont aussi en 1 3/4 x 1/8 et j’ai embossé les plaques avec des « dimple die » TMR custom et, comme on peut voir, ils ne sont pas plus bas que le bas de caisse. Ils sont boulonnés avec des rive nuts pressés
J’ai ajouté des bas de porte en 1/8 sur toutes les portes pour empêcher de les bosser.
Trous pour les aérations de capot.
Le roof rack tien sur les gouttières du toit et j’y ai intégré des D.E.L. sur les côtés, une barre 52″ courbée avant et une 40″ arrière. Il y a aussi un support pour mon high-lift 5 pieds.
Pour le pare-choc avant, j’ai rallongé les plaques de fixation pour aller chercher plus de solidité et aussi aller chercher le steering box (j’ai aussi fait un espaceur de steering box en acier plutôt que celui d’aluminium qui était cassé). J’ai intégré des spot D.E.L. de chaque côté tout en acier 3/16, le montage du winch est bas pour ne pas qu’il soit encombrant et j’y ai installé un smittybilt 8500lbs sans fil
Pour l’arrière, le pare-choc protège les coins de carrosserie. Il est boulonné avec des plaques prémontées au véhicule, lumières intégrées dans les coins avec protection avec des steps de chaque côté et le hitch receiver est intégrée dans le pare-choc.
Échelle
Protection de réservoir en 3/16″
Peinture : après la soudure sur la carrosserie, j’applique un scellant à carrosserie des 2 côtés des plaques (intérieur et extérieur), ensuite j’ajoute un enduit caoutchouté.
Toutes les pièces de protection sont sandblastées pour nettoyer les soudures et ensuite envoyées à la peinture cuite. Le véhicule lui est parti à un atelier de peinture pour la peinture 2 tons.
Après la peinture, reste à réassembler les pièces. J’ai utilisé de la bolt de stainless, branché les lumières et ajouté les sealbeams avant (achetés sur Ebay)
Avec mon graphiste, nous avons modélisé le design de véhicule pour le wrap complet
Wrap en cours
Pour bien agencer le véhicule, j’ai fait peinturer un ensemble de chenilles bleu (peinture cuite). Le Cherokee est équipé de chenilles de 121 pouces avant et 136 arrières pour un prix approximatif de 11 000$.
Voilà le projet terminé avec quelques photos prises cet hiver.
Un projet d’environ 6 mois par les soirs et fins de semaine et pour les curieux, le projet sans inclure le prix des chenilles et sans compter mon temps a coûté environ 15 000$.
Aujourd’hui nous avons fait la visite de la shop d’un ami à moi qui a toujours des projets plus fous les uns que les autres. En fait, c’est un rêveur, mais pas de ceux qui ne font que rêver et en parler à tous les soupers de Noël sans ne jamais rien faire pour que leurs rêves se réalisent. Mais plutôt du genre qui dit : ” ce serait le fun faire ça” et qui se lève de la chaise pour le faire.
Commençons par faire un résumé du personage. Vincent Simard a créé sa première compagnie en 1999 dans le domaine des vélos de montagne et il a par la suite joint les Forces Armées Canadiennes. Après ces aventures, il crée la compagnie VSR spécialisé en mécanique haute gamme. Il est aussi le fondateur de la très populaire Run 1000 rallye automobile. Ensuite est venu VAT (Vince Army Truck) qu’il a fondé en compagnie de son associé Philippe Lambert. Compagnie qui fait de la restauration de véhicule de type militaire sur des comme des HUMVEE. Avant d’aller plus loin, qu’est-ce qu’un HUMVEE ? Le mot est le surnom donné au véhicule militaire américain portant l’acronyme Hight Mobility Multipurpose Wheeled Vehicule ( HMMVW). Il est important de savoir que il ne s’agit pas d’un Hummer. Le Humvee est un véhicule militaire et non la version civile que l’on voit souvent chez les artistes hollywoodiens. Il est aussi le précurseur de cette version civile…
Fait important, on voit souvent passer sur les réseaux sociaux des ”aubaines” mentionnant que l’on peut se procurer un HUMVEE américain pour des prix assez bas. Soyez avisés qu’il est extrêmement compliqué d’exporter ce type de véhicule démilitarisé. En effet, même si certains sites laissent sous-entendre par leur manque de détails qu’il est plutôt simple et légal de le faire venir au Canada, en vérité il en est tout autre. Dès que l’on approfondi les demarches, on se rend compte qu’en fait ça prend un grand nombre de permissions et de papiers afin que l’exportation en soit légale. Beaucoup de monde par le passé on vu leur achat pris aux douanes et saisi ou meme déclaré illégal sur nos routes. Le moyen le plus simple est bien sûr de faire affaire avec un professionnel tel que Vincent de chez VAT.
Parlant de professionnel, je vous présente aujourd’hui un super projet. La restauration complète d’un Humvee qui était au Canada afin de servir de véhicule de mines (pas des mines explosives militaires mais bien des exploitations minières). Pas besoin de vous dire qu’après avoir travaillé dans de telles conditions, le véhicule était en piteux état. Mais en fait la grande majorités des commandes qui entrent chez VAT sont de grand défis .
Comme vous pouvez remarquer, un étrange pare-choc avant a été installé sur ce camion, il s’agit en fait d’un pare-choc conçu spécialement pour y placer des jacks hydrauliques à des fins de travail dans les mines. L’équipe a commence par déshabiller le véhicule au complet. On coupe tout le mauvais afin de remettre du nouveau. Les bas de portes étant en très mauvais état, ils on dû être changés complètement par des nouveaux. Le tout commandé directement chez AMG.
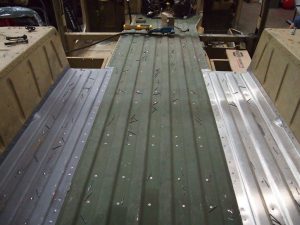
Ensuite les planchers… Fait à noter, le véhicule est fait entièrement d’aluminium de niveau militaire (mais pas comme les FORD aux dires de Vincent, en riant). Le tout est assemblé a l’aide de rivets. Donc un travail qui prend beaucoup de temps car chaque rivet doit être réinstallé au même endroit que le précédent car chez VAT, dans la mesure du possible, on respecte l’état original du véhicule.
Le tout assemblé à l’aide d’une riveteuse à l’air. Mais petite surprise, les nouveaux plancher n’étant pas pré-percés à leur arrive. L’équipe a dû reprendre et superposer le vieux plancher afin de marquer tous les emplacements pour les futurs rivets, percer et réinstaller les nouveaux rivets en place. Le client désirait aussi une conversion 4 portes, le véhicule étant seulement deux portes à son arrivée à l’atelier.
Une fois le gros des travaux mécaniques complété, on tombe dans le body et la peinture. VAT on choisi une peinture TAN CARC avec des attributs en niveau de camouflage thermal, la même utilisé par les Forces Armées Canadiennes. Le véhicule étant en sol canadien l’équipe a voulu respecter le thème en choisissant des couleurs militaires canadiennes.
À l’intérieur, une très belle job afin de redonner le look d’origine. Installation de tapis militaires ininflammables de haute qualité qui protègent aussi d’avoir une chaleur excessive dans l’habitacle.
Du coté mécanique, moteur d’origine 6.2 Détroit Diesel avec une transmission TH-400. Vous vous demandez pourquoi le moteur est un Détroit et non un GM ? Et bien lorsque le véhicule a été soumis aux tests militaires afin d’être accepté pour l’armée américaine, il n’a pas rempli les exigences. Les moteurs présentaient des lacunes lors des tests. Donc afin de ne pas perdre un tel contrat, Gm on lancé la balle à la compagnie Détroit Diesel, qui était la filiale diesel de GM. Le véhicule pèse, une fois terminé, 7500 lbs pour cette version. Beaucoup de versions sont toutefois disponibles, ce qui varie de beaucoup le poids. Par exemple, la version blindée monte facilement a 17 000 lbs. Pour vous donner une idée, juste les portes de la version blindée present à elles seules environ 550 lbs chacune. Une version que VAT est aussi en mesure de fabriquer, si bien sûr vous possédez les permis et autorisations nécessaires afin de posséder ce modèle.
Comme vous pouvez le constater, on ne fait aucun compromis sur les détails.
Vincent a d’ailleurs plusieurs projet sur la table en même temps, tous aussi passionnants un que l’autre. Pour vous donner un aperçu, on parle dans notre prochain article de la restauration complète d’un Defender. Et quand je dit complète, c’est frame neuf, . La compagnie Land Rover viens d’ailleurs de mettre fin à la production du modèle Defender en 2016 qui était le même depuis 1985. Mais un tout nouveau modèle spécial édition verra le jour pour 2018 https://www.express.co.uk/life-style/cars/905912/Land-Rover-Defender-V8-2018-limited-edition
Le nouveau modèle à venir serait d’ailleurs un peu moins au goût des fans de la marque.
L’équipe travail aussi sur un HUMVEE pour nul l’autre que l’agent personnel du prince de Monaco, ce qui obligera malheureusement mon chum Vince à visiter Monaco afin de compléter la livraison du projet. Ce qu’on ne ferait pas pour la job…
Également sur la table, un HUMVEE Us Air Force ce qui est vraiment rare.
On peut aussi voir un projet avec moins de capacités hors-route mais tout aussi impressionnant, et surtout très rare, une jaguar E-Type 1967 . Normalement VAT ne fait que des véhicules de types militaires. Mais après avoir fait la restauration d’un Defender pour un client, ce dernier a tellement aimé leur travail qu’il a beaucoup insister pour que l’équipe de VAT s’occupe de ce petit bijoux. Et un projet aussi rare … ils n’ont pas pu refusé.
On peut retrouver des projets de VAT aussi loin que Thaïlande, Australie, Monaco, France et un peu partout aux États-Unis. Le plus impressionnant c’est que chacun des projets qu’on y retrouve possède une histoire très propre à chacun.















 s’attaquer au dash. Je voulais refaire celui-ci depuis que j’avais le véhicule pour n’avoir que ce dont j’avais besoin pour mon utilisation et enlever des problèmes potentiels! J’ai donc commencé par me demander, qu’est-ce que j’ai vraiment besoin de savoir ? Commençons par ce que j’avais déjà… J’avais un ampère-mètre, un gauge de température du type ”cold-hot”, un gauge à gaz, une lumière d’avertissement de basse pression d’huile et un
s’attaquer au dash. Je voulais refaire celui-ci depuis que j’avais le véhicule pour n’avoir que ce dont j’avais besoin pour mon utilisation et enlever des problèmes potentiels! J’ai donc commencé par me demander, qu’est-ce que j’ai vraiment besoin de savoir ? Commençons par ce que j’avais déjà… J’avais un ampère-mètre, un gauge de température du type ”cold-hot”, un gauge à gaz, une lumière d’avertissement de basse pression d’huile et un  speedomètre/odomètre. J’avais aussi rajouté un gauge de pression d’huile (parce que quand la lumière allume, il est déjà trop tard) et un tachymètre (RPM). Donc, le speedo/odo ne fonctionnait plus et avec mon ratio de gear (5.88:1) et mes pneus (39.5”), il n’aurait pas donné la bonne lecture de toute façon. En plus, mon truck étant un rig de trail seulement, son utilité était plus que négligeable. Même chose avec le gauge à gaz, n’ayant plus le réservoir d’origine, et mon réservoir étant custom, je n’ai plus de sonde pour lire la quantité de gaz restante. L’ampère-mètre m’avais déjà donné du trouble comme on l’a vu dans l’article précédent, j’ai donc décidé de le changer pour un voltmètre. Et la lumière de basse pression d’huile ne me servait plus depuis que j’avais le gauge de pression d’huile. Pour ce qui est du gauge de température, je voulais le remplacer par un modèle indiquant les degrés question de mieux diagnostiquer les problèmes et mieux comprendre le fonctionnement de mon setup.
speedomètre/odomètre. J’avais aussi rajouté un gauge de pression d’huile (parce que quand la lumière allume, il est déjà trop tard) et un tachymètre (RPM). Donc, le speedo/odo ne fonctionnait plus et avec mon ratio de gear (5.88:1) et mes pneus (39.5”), il n’aurait pas donné la bonne lecture de toute façon. En plus, mon truck étant un rig de trail seulement, son utilité était plus que négligeable. Même chose avec le gauge à gaz, n’ayant plus le réservoir d’origine, et mon réservoir étant custom, je n’ai plus de sonde pour lire la quantité de gaz restante. L’ampère-mètre m’avais déjà donné du trouble comme on l’a vu dans l’article précédent, j’ai donc décidé de le changer pour un voltmètre. Et la lumière de basse pression d’huile ne me servait plus depuis que j’avais le gauge de pression d’huile. Pour ce qui est du gauge de température, je voulais le remplacer par un modèle indiquant les degrés question de mieux diagnostiquer les problèmes et mieux comprendre le fonctionnement de mon setup.
 ”fittait” avec mon concept et léger. On a donc commencé par se faire une maquette avec du carton (vous remarquerez sur les photos que nous avons utilisé le carton du carburant de garage le plus
”fittait” avec mon concept et léger. On a donc commencé par se faire une maquette avec du carton (vous remarquerez sur les photos que nous avons utilisé le carton du carburant de garage le plus  populaire!). Cette maquette nous a permis de découper notre aluminium avec les bonnes dimensions et de savoir où nous devions plier notre panneau. Pour le pliage, nous avons affaibli la ligne où on voulait plier avec un ”grinder” et nous l’avons plié dans l’étau par la suite.
populaire!). Cette maquette nous a permis de découper notre aluminium avec les bonnes dimensions et de savoir où nous devions plier notre panneau. Pour le pliage, nous avons affaibli la ligne où on voulait plier avec un ”grinder” et nous l’avons plié dans l’étau par la suite. Venait ensuite le temps de choisir l’emplacement des cadrans. En ayant supprimé quelques uns des cadrans d’origine, dont le gros speedo, j’avais le choix des cadeaux! On s’est installé dans le siège du conducteur et on a marqué les zones cachées par le volant pour voir
Venait ensuite le temps de choisir l’emplacement des cadrans. En ayant supprimé quelques uns des cadrans d’origine, dont le gros speedo, j’avais le choix des cadeaux! On s’est installé dans le siège du conducteur et on a marqué les zones cachées par le volant pour voir  l’espace que nous avions pour voir sans effort. Ensuite, on s’est découpé des maquettes de chaque cadrans dans du carton pour pouvoir les essayer à différents endroits et choisir ce qui me convenait le plus. On a aussi décidé combien de commutateurs j’aurais besoin pour mes
l’espace que nous avions pour voir sans effort. Ensuite, on s’est découpé des maquettes de chaque cadrans dans du carton pour pouvoir les essayer à différents endroits et choisir ce qui me convenait le plus. On a aussi décidé combien de commutateurs j’aurais besoin pour mes  différents systèmes électriques et on les a placés à leur tour. J’ai aussi rajouté deux voyants lumineux, un pour me confirmer que mes fans électriques du radiateur sont en fonction, et l’autre pour les ”hautes”.
différents systèmes électriques et on les a placés à leur tour. J’ai aussi rajouté deux voyants lumineux, un pour me confirmer que mes fans électriques du radiateur sont en fonction, et l’autre pour les ”hautes”. mon panneau aux bons endroits, et on a commencé l’assemblage des différents cadrans et commutateurs, ainsi que les voyants et les endroits pour visser le panneau en place. Une fois cette étape complétée, il ne restait qu’à brancher l’électricité derrière le panneau et visser celui-ci pour avoir enfin un beau dash tout neuf et fonctionnel! J’en ai aussi profité pour faire un petit clin d’oeil à mon pseudonyme sur les forums à l’époque, Southern Comfort, comme vous pouvez le voir en dessous des cadrans.
mon panneau aux bons endroits, et on a commencé l’assemblage des différents cadrans et commutateurs, ainsi que les voyants et les endroits pour visser le panneau en place. Une fois cette étape complétée, il ne restait qu’à brancher l’électricité derrière le panneau et visser celui-ci pour avoir enfin un beau dash tout neuf et fonctionnel! J’en ai aussi profité pour faire un petit clin d’oeil à mon pseudonyme sur les forums à l’époque, Southern Comfort, comme vous pouvez le voir en dessous des cadrans.

 L’attente ne fut pas trop longue parce que nous avons terminé le projet le jeudi et le samedi c’était notre premier Mudfest de la saison au club 4×4 Saint-Raymond. Le premier test arriva vite aussi, en débarquant du trailer un fil s’est défait et mon tachymètre n’affichait plus rien. En plus, bizzarement, quand j’ai stationné le véhicule, celui-ci ne
L’attente ne fut pas trop longue parce que nous avons terminé le projet le jeudi et le samedi c’était notre premier Mudfest de la saison au club 4×4 Saint-Raymond. Le premier test arriva vite aussi, en débarquant du trailer un fil s’est défait et mon tachymètre n’affichait plus rien. En plus, bizzarement, quand j’ai stationné le véhicule, celui-ci ne  démarrait plus. Mon chum Pat est arrivé dans l’entre-faits et nous avons trouvé le fil de tacho qui ne voulait pas coopérer et il a diagnostiqué que mon problème démarrage ne venait pas de nos modifications de filage mais bien du module de démarreur. Heureusement, j’en avait un de rechange à la maison et j’habite très près du terrain du Club.
démarrait plus. Mon chum Pat est arrivé dans l’entre-faits et nous avons trouvé le fil de tacho qui ne voulait pas coopérer et il a diagnostiqué que mon problème démarrage ne venait pas de nos modifications de filage mais bien du module de démarreur. Heureusement, j’en avait un de rechange à la maison et j’habite très près du terrain du Club.  Donc une fois ces petits problèmes réglés, on a pu se concentrer sur les courses! La fds de tests fut concluante avec une belle 2e position dans le 8 stock et ce grâce à mon co-pilote, le fils de Patrick, Bill
Donc une fois ces petits problèmes réglés, on a pu se concentrer sur les courses! La fds de tests fut concluante avec une belle 2e position dans le 8 stock et ce grâce à mon co-pilote, le fils de Patrick, Bill y Dessureault!
y Dessureault!
 serré sur la batterie. Ma seule petite erreur dans ce projet fut de ne pas prévoir que j’allais peut-être changé de volant parce que celui d’origine était immense et limitait ma mobilité. J’ai changé de volant depuis et mes cadrans sont maintenant légèrement cachés par celui-ci mais pas assez pour que ce soit dérangeant.
serré sur la batterie. Ma seule petite erreur dans ce projet fut de ne pas prévoir que j’allais peut-être changé de volant parce que celui d’origine était immense et limitait ma mobilité. J’ai changé de volant depuis et mes cadrans sont maintenant légèrement cachés par celui-ci mais pas assez pour que ce soit dérangeant.
 Patrick Dessureault, proprio de HardCore Cycle, pour son travail sans relâche et je vous invite à aller voir sa page facebook :
Patrick Dessureault, proprio de HardCore Cycle, pour son travail sans relâche et je vous invite à aller voir sa page facebook :





 Les u-joints sont des 1480 et 1350 au pinion.Un trust et les braquettes pour les controls arms Frogfab modifiés pour mes besoins ont étés insstalés. J’ai acheté un truss frogfab que j’ai modifié pour mes besoins.
Les u-joints sont des 1480 et 1350 au pinion.Un trust et les braquettes pour les controls arms Frogfab modifiés pour mes besoins ont étés insstalés. J’ai acheté un truss frogfab que j’ai modifié pour mes besoins. Les free-locks ont été remplacés par des RCV et les essieux en 300 m également de RCV suivrons sous peu. J’ai fait machiner mes nuckles pour le convertir high steer. À l’arrière un 14 bolts qui est bien connues de tous pour sa robustesse. Un truss frogfab a été ajouté ainsi qu’un couvert Solid. L’installation de frein à disque reste à faire. Les deux différentiels sont équipés de gear 5.38 ainsi que de 2 full spool NitroGear
Les free-locks ont été remplacés par des RCV et les essieux en 300 m également de RCV suivrons sous peu. J’ai fait machiner mes nuckles pour le convertir high steer. À l’arrière un 14 bolts qui est bien connues de tous pour sa robustesse. Un truss frogfab a été ajouté ainsi qu’un couvert Solid. L’installation de frein à disque reste à faire. Les deux différentiels sont équipés de gear 5.38 ainsi que de 2 full spool NitroGear

















 J’ai acheté d’un ami le cylinder double rod tout en alluminium incluant les rods. C’est un cylinde conçu pour les chars de course sur terre battue. Pour l’instant ça fonctionne à 80% de mon idéal. La pompe PSC devrait régler le problem avec une meilleur pression.
J’ai acheté d’un ami le cylinder double rod tout en alluminium incluant les rods. C’est un cylinde conçu pour les chars de course sur terre battue. Pour l’instant ça fonctionne à 80% de mon idéal. La pompe PSC devrait régler le problem avec une meilleur pression.




































 .
.









































































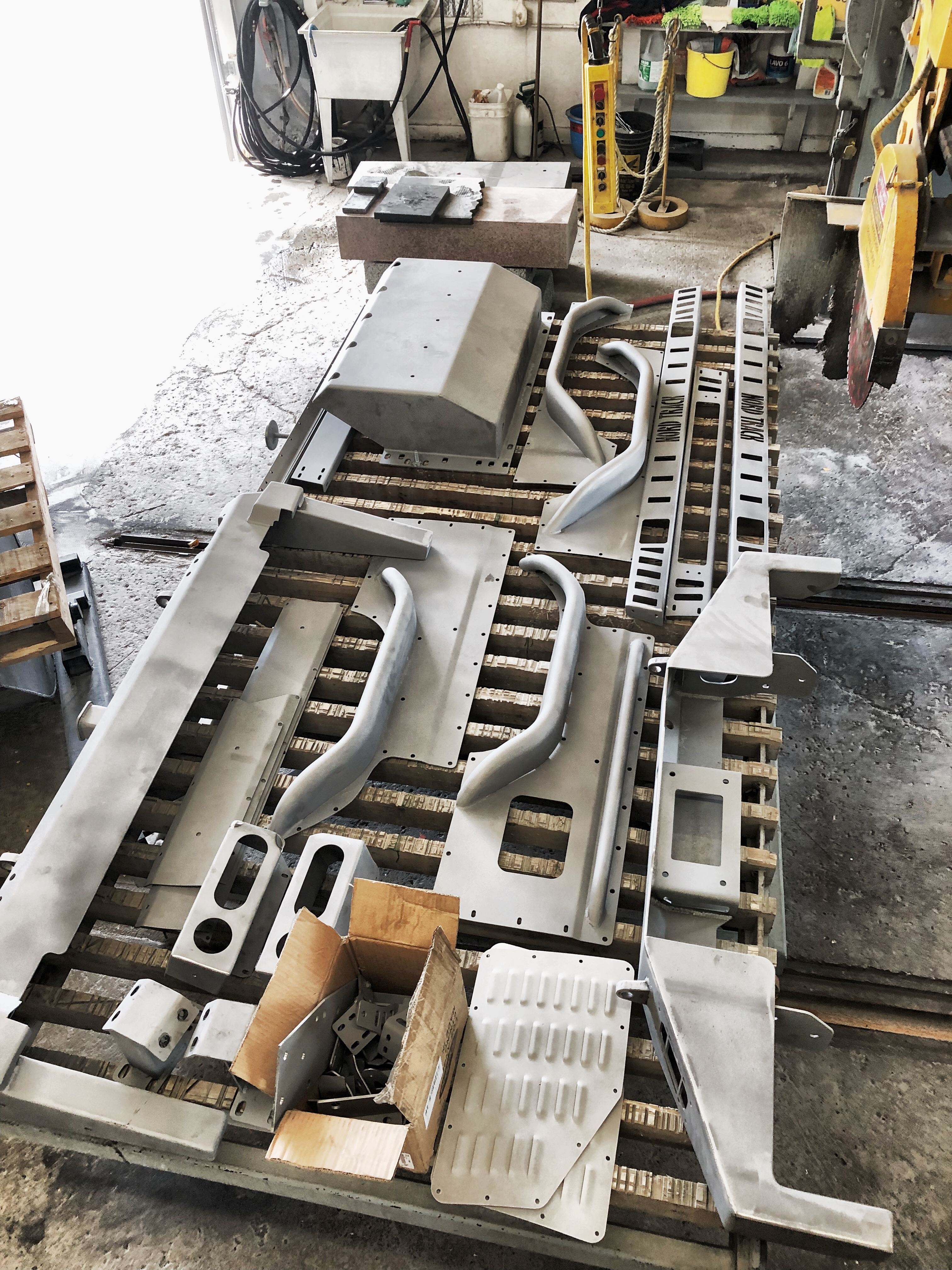





































 Les bas de portes étant en très mauvais état, ils on dû être changés complètement par des nouveaux. Le tout commandé directement chez AMG.
Les bas de portes étant en très mauvais état, ils on dû être changés complètement par des nouveaux. Le tout commandé directement chez AMG. 



 Le client désirait aussi une conversion 4 portes, le véhicule étant seulement deux portes à son arrivée à l’atelier.
Le client désirait aussi une conversion 4 portes, le véhicule étant seulement deux portes à son arrivée à l’atelier.




 pourquoi le moteur est un Détroit et non un GM ? Et bien lorsque le véhicule a été soumis aux tests militaires afin d’être accepté pour l’armée américaine, il n’a pas rempli les exigences. Les moteurs présentaient des lacunes lors des tests. Donc afin de ne pas perdre un tel contrat, Gm on lancé la balle à la compagnie Détroit Diesel, qui était la filiale diesel de GM. Le véhicule pèse, une fois terminé, 7500 lbs pour cette version. Beaucoup de versions sont toutefois disponibles, ce qui varie de beaucoup le poids. Par exemple, la version blindée monte facilement a 17 000 lbs. Pour vous donner une idée, juste les portes de la version blindée present à elles seules environ 550 lbs chacune. Une version que VAT est aussi en mesure de fabriquer, si bien sûr vous possédez les permis et autorisations nécessaires afin de posséder ce modèle.
pourquoi le moteur est un Détroit et non un GM ? Et bien lorsque le véhicule a été soumis aux tests militaires afin d’être accepté pour l’armée américaine, il n’a pas rempli les exigences. Les moteurs présentaient des lacunes lors des tests. Donc afin de ne pas perdre un tel contrat, Gm on lancé la balle à la compagnie Détroit Diesel, qui était la filiale diesel de GM. Le véhicule pèse, une fois terminé, 7500 lbs pour cette version. Beaucoup de versions sont toutefois disponibles, ce qui varie de beaucoup le poids. Par exemple, la version blindée monte facilement a 17 000 lbs. Pour vous donner une idée, juste les portes de la version blindée present à elles seules environ 550 lbs chacune. Une version que VAT est aussi en mesure de fabriquer, si bien sûr vous possédez les permis et autorisations nécessaires afin de posséder ce modèle.