Bonne nouvelle l’équipe 4x4setup travaille déjà à la deuxième édition de la journée de rêve 4x4setup qui est prévue pour l’été 2018.
Pour ceux qui ne seraient pas au courant de la nature de l’événement, il s’agissait d’une initiative de 4x4setup en partenariat avec l’organisme Starlight Canada. Le but de la journée était de pratiquer notre passion tout en redonnant au prochain. Nous avons donc décidé de faire vivre une journée en sentier hors-route a des enfants soufrant de problèmes de santé ainsi qu’à leur famille.
Grâce à l’aide de Starlight Canada et d’une série de bénévole dont l’équipe tupperware Tupp Québec qui a fourni gratuitement les repas pour tous les participants, cette journée s’est avérée un franc succès sur toute la ligne.
Si vous avez envie de vous impliquer de quelque façon que ce soit en étant conducteur, accompagnateur, donateur ou juste bénévole sur le terrain vous êtes les bienvenus à nous contacter par courriel : groupe4x4set-up@outlook.com.
Et si votre enfant souffre de problèmes de santé et désire participer à une journée complètement folle mais très sécuritaire et encadrée vous pouvez aussi nous contacter via courriel.
Aujourd’hui nous avons fait la visite de la shop d’un ami à moi qui a toujours des projets plus fous les uns que les autres. En fait, c’est un rêveur, mais pas de ceux qui ne font que rêver et en parler à tous les soupers de Noël sans ne jamais rien faire pour que leurs rêves se réalisent. Mais plutôt du genre qui dit : ” ce serait le fun faire ça” et qui se lève de la chaise pour le faire.
Commençons par faire un résumé du personage. Vincent Simard a créé sa première compagnie en 1999 dans le domaine des vélos de montagne et il a par la suite joint les Forces Armées Canadiennes. Après ces aventures, il crée la compagnie VSR spécialisé en mécanique haute gamme. Il est aussi le fondateur de la très populaire Run 1000 rallye automobile. Ensuite est venu VAT (Vince Army Truck) qu’il a fondé en compagnie de son associé Philippe Lambert. Compagnie qui fait de la restauration de véhicule de type militaire sur des comme des HUMVEE. Avant d’aller plus loin, qu’est-ce qu’un HUMVEE ? Le mot est le surnom donné au véhicule militaire américain portant l’acronyme Hight Mobility Multipurpose Wheeled Vehicule ( HMMVW). Il est important de savoir que il ne s’agit pas d’un Hummer. Le Humvee est un véhicule militaire et non la version civile que l’on voit souvent chez les artistes hollywoodiens. Il est aussi le précurseur de cette version civile…
Fait important, on voit souvent passer sur les réseaux sociaux des ”aubaines” mentionnant que l’on peut se procurer un HUMVEE américain pour des prix assez bas. Soyez avisés qu’il est extrêmement compliqué d’exporter ce type de véhicule démilitarisé. En effet, même si certains sites laissent sous-entendre par leur manque de détails qu’il est plutôt simple et légal de le faire venir au Canada, en vérité il en est tout autre. Dès que l’on approfondi les demarches, on se rend compte qu’en fait ça prend un grand nombre de permissions et de papiers afin que l’exportation en soit légale. Beaucoup de monde par le passé on vu leur achat pris aux douanes et saisi ou meme déclaré illégal sur nos routes. Le moyen le plus simple est bien sûr de faire affaire avec un professionnel tel que Vincent de chez VAT.
Parlant de professionnel, je vous présente aujourd’hui un super projet. La restauration complète d’un Humvee qui était au Canada afin de servir de véhicule de mines (pas des mines explosives militaires mais bien des exploitations minières). Pas besoin de vous dire qu’après avoir travaillé dans de telles conditions, le véhicule était en piteux état. Mais en fait la grande majorités des commandes qui entrent chez VAT sont de grand défis .
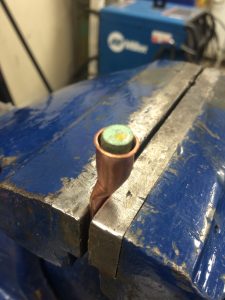
Comme vous pouvez remarquer, un étrange pare-choc avant a été installé sur ce camion, il s’agit en fait d’un pare-choc conçu spécialement pour y placer des jacks hydrauliques à des fins de travail dans les mines. L’équipe a commence par déshabiller le véhicule au complet. On coupe tout le mauvais afin de remettre du nouveau. Les bas de portes étant en très mauvais état, ils on dû être changés complètement par des nouveaux. Le tout commandé directement chez AMG.
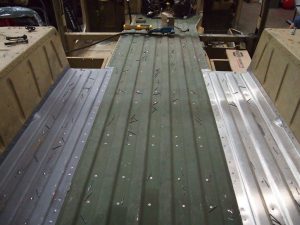
Ensuite les planchers… Fait à noter, le véhicule est fait entièrement d’aluminium de niveau militaire (mais pas comme les FORD aux dires de Vincent, en riant). Le tout est assemblé a l’aide de rivets. Donc un travail qui prend beaucoup de temps car chaque rivet doit être réinstallé au même endroit que le précédent car chez VAT, dans la mesure du possible, on respecte l’état original du véhicule.
Le tout assemblé à l’aide d’une riveteuse à l’air. Mais petite surprise, les nouveaux plancher n’étant pas pré-percés à leur arrive. L’équipe a dû reprendre et superposer le vieux plancher afin de marquer tous les emplacements pour les futurs rivets, percer et réinstaller les nouveaux rivets en place. Le client désirait aussi une conversion 4 portes, le véhicule étant seulement deux portes à son arrivée à l’atelier.
Une fois le gros des travaux mécaniques complété, on tombe dans le body et la peinture. VAT on choisi une peinture TAN CARC avec des attributs en niveau de camouflage thermal, la même utilisé par les Forces Armées Canadiennes. Le véhicule étant en sol canadien l’équipe a voulu respecter le thème en choisissant des couleurs militaires canadiennes.
À l’intérieur, une très belle job afin de redonner le look d’origine. Installation de tapis militaires ininflammables de haute qualité qui protègent aussi d’avoir une chaleur excessive dans l’habitacle.
Du coté mécanique, moteur d’origine 6.2 Détroit Diesel avec une transmission TH-400. Vous vous demandez pourquoi le moteur est un Détroit et non un GM ? Et bien lorsque le véhicule a été soumis aux tests militaires afin d’être accepté pour l’armée américaine, il n’a pas rempli les exigences. Les moteurs présentaient des lacunes lors des tests. Donc afin de ne pas perdre un tel contrat, Gm on lancé la balle à la compagnie Détroit Diesel, qui était la filiale diesel de GM. Le véhicule pèse, une fois terminé, 7500 lbs pour cette version. Beaucoup de versions sont toutefois disponibles, ce qui varie de beaucoup le poids. Par exemple, la version blindée monte facilement a 17 000 lbs. Pour vous donner une idée, juste les portes de la version blindée present à elles seules environ 550 lbs chacune. Une version que VAT est aussi en mesure de fabriquer, si bien sûr vous possédez les permis et autorisations nécessaires afin de posséder ce modèle.
Comme vous pouvez le constater, on ne fait aucun compromis sur les détails.
Vincent a d’ailleurs plusieurs projet sur la table en même temps, tous aussi passionnants un que l’autre. Pour vous donner un aperçu, on parle dans notre prochain article de la restauration complète d’un Defender. Et quand je dit complète, c’est frame neuf, . La compagnie Land Rover viens d’ailleurs de mettre fin à la production du modèle Defender en 2016 qui était le même depuis 1985. Mais un tout nouveau modèle spécial édition verra le jour pour 2018 https://www.express.co.uk/life-style/cars/905912/Land-Rover-Defender-V8-2018-limited-edition
Le nouveau modèle à venir serait d’ailleurs un peu moins au goût des fans de la marque.
L’équipe travail aussi sur un HUMVEE pour nul l’autre que l’agent personnel du prince de Monaco, ce qui obligera malheureusement mon chum Vince à visiter Monaco afin de compléter la livraison du projet. Ce qu’on ne ferait pas pour la job…
Également sur la table, un HUMVEE Us Air Force ce qui est vraiment rare.
On peut aussi voir un projet avec moins de capacités hors-route mais tout aussi impressionnant, et surtout très rare, une jaguar E-Type 1967 . Normalement VAT ne fait que des véhicules de types militaires. Mais après avoir fait la restauration d’un Defender pour un client, ce dernier a tellement aimé leur travail qu’il a beaucoup insister pour que l’équipe de VAT s’occupe de ce petit bijoux. Et un projet aussi rare … ils n’ont pas pu refusé.
On peut retrouver des projets de VAT aussi loin que Thaïlande, Australie, Monaco, France et un peu partout aux États-Unis. Le plus impressionnant c’est que chacun des projets qu’on y retrouve possède une histoire très propre à chacun.
Comme première chronique, je vais me présenter. Effectivement que ce ne sera pas le texte le plus palpitant, mais ca reste “le fun” de savoir qui est la personne qui nous conte ses expériences. Pour ceux et celles qui ont été amateurs du forum Québec 4X4, j’étais connu sous le nom de GP406, mais dans la vraie vie j’utilise le nom de Francois Vézina… C’est plus commun et pratique pour réserver au restaurant…
Il y a quelques semaines je discutais avec Dave sur l’idée d’écrire quelques lignes surtout basées sur les moteurs diesel pour le nouveau magazine 4x4setup magazine . Comme j’ai fait de la mécanique générale pendant plusieurs années, que j’ai été mécanicien diesel pendant officiellement 7 ans, que j’adore tout ce qui est “performance” et surtout tout ce qui est modification, j’ai décidé d’embarquer dans le bateau. Oui certains vont dire que mes chroniques ressemblent a celles que j’avais faites pour Tuning Performance 4X4 a Télémag ou pour le défunt Hors-Route Magazine… Effectivement car même si le monde du diesel paraît énorme, on fait le tour quand même assez rapidement si on veut garder ça à un niveau intéressant pour la majorité des gens.
Ça vient de où cette passion pour la mécanique? C’est probablement génétique… Mon arrière grand-père paternel a eu son garage, mon grand-père était commis aux pièces, du côté de ma mère mon grand-père était camionneur/propiétaire, et pour ma part mon fun lorsque j’étais jeune était de tout démonter pour voir comment c’était fait! Parfois j’étais capable de remonter et de remettre fonctionnel, d’autres fois non, mais le côté curieux avait toujours le dessus.
À 18 ans j’avais mon premier “char de course” dans la classe amateur au Circuit Ste Croix, le genre de loisir que tu dois tout faire toi-même si tu ne veux pas te ruiner. C’est là que j’ai vraiment appris la mécanique, à remonter des moteurs, jouer dans les ratios de différentiels, à faire des setup de freins, de cages et de suspensions. Plus tard, ma passion envers la mécanique, qui était à la base un loisir, est devenue mon métier. Après plusieurs années dans le domaine, sans aucun cours, j’ai été passé mes cartes de mécanicien de véhicule lourd, que j’ai réussi du premier coup, avec une certaine satisfaction…
Pour ce qui est de mes “bébelles”, comme j’aime les choses hors du commun et que j’adore par dessus tout faire des modifications, j’ai presque toujours eu des jouets plus performants que d’origine comme par exemple un pick up Datsun ‘83 avec un 350 chaussé en 38” Ground Hawg. J’ai ensuite transféré le setup dans un CJ7, j’ai eu une Firebird ‘68 avec un 406 que j’ai remis originale pour la vendre et j’ai remis la mécanique dans un Grand Prix ‘79 (c’est de la que vient mon GP406), un Wagonneer 4.0L auquel j’ai ajouté entre autre un supercharger. Dans mes plus récents et connus, il y a eu mon Gladiator avec un Cummins twin turbo qui est rendu a Princeton au Massachusetts et le S10 Duramax qui lui est aussi rendu aux États Unis dans le coin de l’Indiana… c’est des jouets le fun, mais sans commanditaires ça coûte une fortune à garder si on veut être compétitif, et comme je ne les avais pas montés pour être deuxième, avec regrets, je les ai vendus.
Mes projets actuels? Cet hiver je me concentre sur ma bébelle pour l’été prochain, une GT Cobra ‘89 que je viens de ramasser qui est extrêmement solide, mais avec un look assez douteux. Une fois terminé, je continues un projet passablement complexe et hors du commun : une Pantera GT5 fabriqué à la main à 90% (j’ai juste gardé la carrosserie), un frame en tube au complet, une suspension a push rod (le principe des F1), un setup de freins passablement agressif…
Pour les prochaines chroniques, je vais débuter par la base, les différences entre les moteurs à essence et diesel, certains mythes à propos des diesel, l’entretien, les modifications de base et plus complexes pour gagner de l’économie, de la performance et de la fiabilité…
Je me nomme Michael et je suis soudeur. J’ai une petite entreprise de soudure mobile et de fabrication sur mesure nommée Michael Mobile Welding.
Pour cet article je vais toucher aux réparations que vous pouvez faire dans les trails, car il y a quelques façons de souder pour vous déprendre. La façon que vous avez sûrement tous vu sur YouTube est celle utilisant des batteries de camion ou auto.
Ce système est très simple et non-dispendieux. Vous avez besoin de 2 paires de câbles à booster, 3 batteries 12 volts, des baguettes 7018 1/8 ou 1/16 de diamètre et votre casque à souder.
Pour commencer vous devez connecter les batteries ensemble en s’assurant de ne pas garder les batteries connectées dans les véhicules car une surcharge pourrait se faire et briser certains équipements électriques sur votre véhicule. Vous devez prendre un câble à booster et brancher le positif de la première batterie au négatif de la deuxième et le positif de la deuxième au négatif de la troisième batterie. Ce setup en série va vous donner 36 volts. Le positif de la première batterie va être pour votre baguette à souder et le negatif de la troisième batterie va à la pièce à être soudée.
Ceci dit, nous devons penser à la sécurité avant tout.Si vous allez en dessous de votre jeep pour faire une réparation ou aller chercher votre morceaux brisé, assurez-vous que vous avez un support pour que votre jeep ne vous tombe pas dessus. Dans une shop, un jack stand va bien mais dans une trail, un pneu sous le frame peut faire la même chose.
Si vous soudez avec les batteries il y a certains risques. Les batteries conventionnelles dégagent du gaz qui peut exploser, alors assurez-vous que vous ne soudez pas proche des batteries et si possible mettre une couvert dessus pour éviter des étincelles qui pourraient se rendre au gaz.
Certain câbles à booster ne sont pas fait avec du gros filage alors faites attention de ne pas vous brûler et faire fondre du plastique sur vous.
Une autre façon de souder dans la trail c’est avec une petite soudeuse portative.
Il y a un modèle qui est un petit pistolet (spool gun) avec la bobine de fil fourré dans le manche qui est très compact avec des connecteurs rapide. Ceci dit, ce système demande 24 volts. Alors vous devez avoir deux batteries dans votre jeep et le connecteur doit être branché en série.
Et le dernier modèle utilise un alternateur à haut ampérage. Vous devez changer votre alternateur pour celui-ci et ajouter quelques fils de plus pour votre pince à souder et votre ground. Ce système est très bien esthétiquement, il est imperméable et ne prend pas de place dans votre jeep car il est sur votre moteur.
Avec ces systèmes, se dépanner sur la trail est beaucoup moins dur. Bien que vous pouvez faire de belles soudures avec ces équipements, une réparation d’urgence est vraiment seulement pour vous dépanner. Une fois rendu chez vous, réparez ou changez les morceaux brisés. Ne prenez pas de risques inutiles.
Si vous voulez mettre un système comme un de ceux-ci dans votre jeep, pratiquez-vous avec dans votre cours avec des vieux morceaux de métal. Ce n’est pas le temps de vous pratiquer quand vous en avez vraiment de besoin dans une trail!
J’espère que cet article vous a plu, bonne trail à vous tous!
À ne pas manquer le 17 Février : le toujours populaire Snowfest de Saint-Raymond présenté par le Club 4×4 St-Raymond, 192 Route Corcoran, G3L4N8, Saint-Raymond.
Très belle façon de casser l’hiver et de renouer avec les compétitions de 4×4! Offrant un super parcours, le club organise chaque année un événement qui saura vous en mettre plein la vue, autant les petits que les grands. Boissons alcoolisées ou non ainsi que nourriture disponible sur place.
Deuxième shop que je voulais vous présenter ici en Pologne. Je dois vous avouer que je ne m’attendais pas du tout à ce que j’ai vu en me dirigeant vers la shop OMM (Slogan que j’adore : One More Meter ) .
Au départ les propriétaires m’avaient averti qu’il n’y avait pas grand-chose à voir car il venait d’acheter le nouvel emplacement et rien n’était encore déménagé. Ce qu’ils avaient oublié de me dire c’est qu’une chose avait déjà été déplacée vers leurs nouveaux locaux : leurs machines.
Dès mon arrive, une poignée de main amicable et on me tend un café chaud. Déjà, ça commence bien. Mais ils ont vite vu que mes yeux étaient dirigés vers trois buggys complètement malades. Voici quelques photos pour vous mettre en appétit, mais avant d’aller un peu plus en détails sur les véhicules, je vais parler un peu de la shop en soi.
Premièrement, une équipe de rêve dans la fabrication de véhicules de compétition professionnelle, c’est-à-dire Robert un mécanicien, soudeur et assembleur avec beaucoup d’expérience dans la fabrication.Qui construit tout de ses mains étape par étape de zéro jusqu’au final.
Et un coureur professionnel (Fini premier dans le Polish Tourning Racing Championchip BMW, PORSCHE etc)
Ils ont aussi fait le Dakar (il y a quelque année dans le temps ou c’était une vrai course difficile m’ont-il dit en riant). On peut d’ailleurs voir sur les photos que dès leur première journée, il ont su mettre le Nissan à l’épreuve .
Le véhicule est dans un piteux état pour l’instant, mais il entrera sous peu dans le garage pour se faire refaire une beauté.
Donc, un habile de ses main et très méticuleux et l’autre qui test le matériel afin de faire les bons set-ups de conduite, valving de suspension, etc. Mais pour pouvoir faire ça, ça prendrais quoi ? Bien sûr, avec leur nouveau local, ils sont en train de faire une piste avec saut à même leur terrain afin de pouvoir tester sur place leurs fabrications. Ils auront donc leur propre piste d’essai personnelle derrière, mais pour l’instant ils sont encore à décider l’architecture de la piste.
Ils sont donc riches de plusieurs années d’expérience et ils l’utilisent. Je leur ai demandé quels sont les projets futurs de l’entreprise et pourquoi ce déménagement et cet investissement majeur (nouvelle bâtisse presque aussi gros qu’un Wal-Mart, toutes les machines neuves SNC, la piste d’essai etc).
Bien c’est simple, la prochaine étape : fournir des bolides clés en main. Avoir quelques modèles de base disponible en stock qui ne demanderait donc pas beaucoup de temps d’attente pour les clients. Car une des options intéressante de la compagnie, vous pouvez faire livrer dans votre salon la cage complète OMM déjà assemblée. Je sais que plusieurs de nos lecteurs très habille à souder se demande sûrement si c’est possible de faire venir sur palette les tubes non assemblés un peu comme le font TMR CUSTOM, et la réponse est non. Et la raison est simple, la compagnie garantie un haut niveau de qualité et de fiabilité. Donc, si par exemple une personne commande en morceaux, soude elle-même avec des soudures de faible qualité, alors la cage en serait affaiblie et le nom de la compagnie pourrait souffrir de mauvaise presse. Lorsque j’ai commencé à m’aventurer à demander le type de fer utilisé pour les cages (exemple 4340, chromo) on m’a fait comprendre que pour eux ils s’agissaient d’un secret industriel mais comme leur véhicule sont admis dans les courses professionnelle ils se doivent de respecter certaine norme dans ce domaine. En fait il possède la certification DIN (Deutsches institut Fur Normung). Ça mange quoi en hiver ca ? Et bien il s’agit d’un organisme Allemand de standardisation des matériaux, papier, bois, métaux etc. Cette norme a été créée en 1917. Elle fait partir aussi du comité ISO qu’on connaît plus de notre côté. La norme DIN 1.6511 est par exemple une norme concernant la composition de l’acier 4340 (Norme américaine AISI pour l’acier allié traité de façon thermique).
Prix :
J’ai voulu juste effleurer l’aspect monétaire bien que je n’aime pas vraiment aller dans cette direction car tout le monde en modification sait qu’il est extrêmement difficile de faire des prix dans notre domaine vue le nombre incalculables de modifications possibles. La différence de prix entre un modèle de base et un modèle crawling avec essieux et diff plus gros même la motorisation est au choix du client alors il est possible d’y faire mettre un Hemi ou un LS qui sont plus à la mode par chez nous comme certaine shop du Québec font déja .
Mais d’ici la fin de l’année l’entreprise aimerait offrir à ses clients trois modèles de bases conçus avec diffs de Nissan Patrol ( très populaire ici pour les pièces étant donné le prix bas de ce véhicule), un produit aux alentours de 20 000 Euros ( 29 213.14$ Canadien à ce jour) . Et le prix pour eux n’est pas du tout une priorité, ils visent vraiment la qualité et la clientèle visée (les équipes de courses pros) ne sont pas vraiment agacés par une différence de prix de quelques Euros de plus mais veulent de la sécurité et de la performance.
Les cages au départ étaient conçus pour être bolt-on sur une mécanique de Nissan Patrol , cage qui tourne dans les coin de 3800 Euros, mais ils offrent maintenant des options pour le type de mécanique de votre choix et ils travail en ce moment sur un modèle pour le JK .
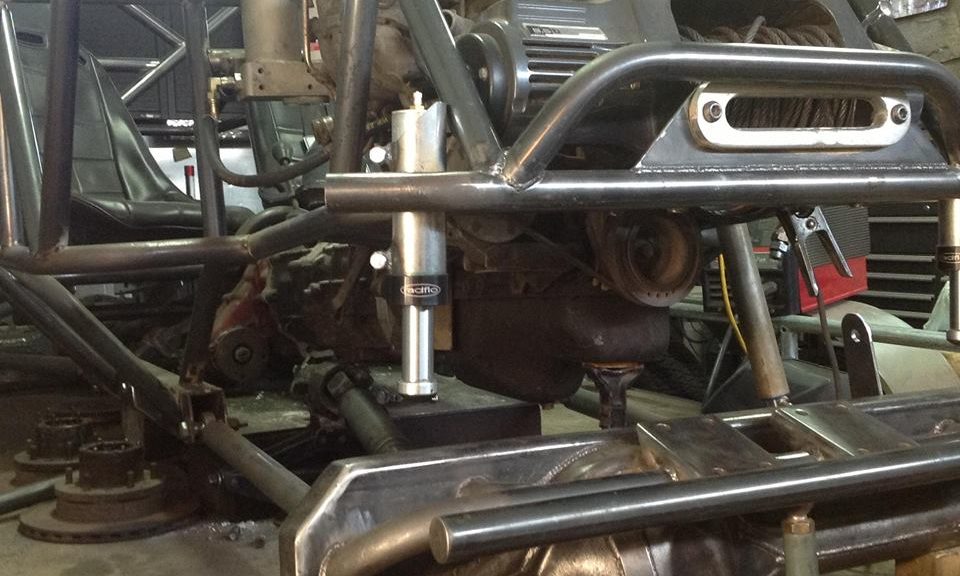
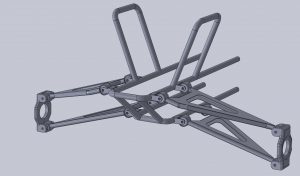
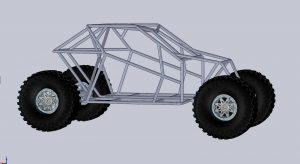
Maintenant les bolides. Quand je suis arrivé je suis toute suite tombé en amour avec les deux bolides (Un orange , un vert, et un blanc). On peut toute de suite remarquer le mot d’ordre de confection : bas et large pour donner beaucoup plus de stabilité. Le système d’essieux portales redonne un peu de garde au sol sous le véhicule. Quand ils ont vu que j’étais très intéressé, ils m’ont offert de les sortir et de les avancer à la lumière du garage pour que je puisse les admirer plus en détails.
Leur fabrication est de toute pièce créée par l’entreprise. Au départ, le dessin est fait sur programme 3D et ensuite la cage est soudée au TIG tout sur place. Vous pouvez voir en time lapse OMM travailler à la confection dans leur ancien garage.
Ensuite la mécanique est mise à l’intérieur et ainsi de suite. Vous pourrez remarquer, sur les photos, tous les détails sur les deux monstres. Un système populaire ici consiste à faire passer le liquide de refroidissement dans les tubes de la cage elle-même. Ce qui donne la possibilité de réduire de beaucoup la grosseur du radiateur et sauver un peu de place. Comme les véhicules se doivent d’être rapide et léger (1850 kg environ), on remarque que les composantes sont beaucoup moins grosses que ce que l’on est habitué de voir au Québec pas de D44 , d60 ou diff 1 tonne. Oui, ils peuvent le faire, mais on voit ça plutôt rarement dans le coin. Par contre, ce que je vois souvent ici, c’est le fait d’être monté portal qui donne un peu plus de hauteur sous le véhicule ainsi qu’une plus grande résistance du au fait que le système enlève un stress sur les diff en sois.
Dans le cas présent des différentiel de Nissan Patrol, montés portal.
Tout le système de moteur est géré électroniquement. bien sûr je n’ai pas réussi à avoir beaucoup d’info sur ça. Les trois bolides présent dans le garage quand je suis arrivé était coilover de marque Profender. La boite du filtre à l’air placé moitié à l’intérieur du véhicule afin de sauver de place sous le capot et bien sûr fabriqué en aluminium. Pareille pour le support a batterie et la full cell.
L’extérieur est solide mais l’intérieur à l’air de quoi ? Là aussi, on n’a pas lésiné sur la qualité et les détails. Un intérieur avec tout les kits »gucci » qu’on peut rêver et toute la technologie possible afin d’avoir un véhicule de niveau professionnel. On peut voir beaucoup de détails créé par OMM et unique à leurs véhicules. On y retrouve plusieurs petits détails qui en font aussi un véhicule unique en son genre.
Fait inusité, le véhicule orange est conduit en fait par un jeune homme de 14 ans, comme quoi on n’a pas tous eu le même chemin de vie! Avec un moteur de skyline développant environ 400 HP, le véhicule ne manque pas de coeur. Motorisation de Skyline, transmission de Nissan Patrol.
Pour ce qui est de Hulk ( le vert), il s’agit d’un client qui l’a fait construire en entier par OMM. il veut maintenant un véhicule pour courser les rally4x4 et, cette année, compétitionner dans la catégorie T2 ( course rally européene ) donc il est a vendre ! Moteur et transmission de BMW pour 260HP.
HULK
Et je ne passerai pas a coté de FURY un autre confection de OMM. Probablement une de leur plus belle réalisation à ce jour. Avec un gros moteur 7.2 de corvette et un transfert-case Atlas il a tout pour rendre heureux.
Et le Rubicon bleue qui n’a rien à envier à personne non plus comme vous pouvez le voir sur video.
Une entreprise qui remplie amplement ces critères. Je vous laisse sur ces photos de leur projets
Pour plus d’information voici le liens de leur site web: http://omm4x4.pl/en/
Ce petit article 101 ne se veut pas LA technique parfaite mais bien la technique que j’utilise personnellement. Je change mon huile à différentiel à la fin de chaque saison. J’en profite, par le fait même, pour vérifier si il n’y a pas eu de dommages durant la saison en étant attentif à l’état des dents de couronne et les autres composantes que l’on peut voir. Des dommages dans cette partie de votre véhicule, s’ils ne sont pas décelés et traités rapidement, peuvent engendrer des problèmes plutôt majeurs.
Premièrement, on commence par dévisser les boulons du couvert du differentiel. Un petit truc : conservez le boulon du haut du couvert à demi dévissé sans toutefois le retirer complètement, ça vous permettra de décoller votre couvert sans qu’il ne tombe dans vos mains ou au sol pendant que l’huile se vide.
Vous pouvez insérer un tournevis plat entre le couvert et le caisson du différentiel afin de le décoller. Parfois de petits coups de marteau (caoutchouc) sur le couvert peuvent aider à le déloger.
Une fois que le gros de votre huile est déversée, vous pouvez finalement retirer le dernier boulon ainsi que le couvert. Un bon nettoyage de l’intérieur du différentiel à l’aide de nettoyant à frein (dégraisseur en aérosol) est recommandé.
Par la suite, on s’attaque au couvert qui, lui aussi, devra être nettoyé à l’intérieur. On doit enlever tous les résidus de silicone ou de joint d’étanchéité qui sont restés sur la lèvre du couvert.
Une fois le plus gros enlevé, sablez avec un pad fin (ne doit pas être trop agressif car il ne doit pas endommager les surfaces) afin de vraiment remettre la surface lisse et sans saletés.
On refait ensuite les même étapes de nettoyage pour la lèvre de la poche du différentiel.
Lorsque les deux surfaces qui seront juxtaposées sont parfaitement nettoyées, on peut appliquer le silicone tout le tour du couvert. Votre ligne de silicone se doit d’être vers l’intérieur du couvert le plus possible afin de rendre le couvert bien étanche. Vous pouvez ensuite étendre la ligne avec votre doigt.
Une fois terminé, on remet le couvert en place en remettant les boulons ( qui ont aussi été nettoyés ) dans les cavités. Vous n’aurez ensuite qu’à remettre l’huile selon vos besoin, et assurez-vous d’avoir un niveau d’huile assez élevé pour que vos essieux trempe dans le liquide. Des couverts grande capacité permettre l’usage d’un peu plus d’huile que la recommandation du fabricant pour aider à dissiper d’avantage la chaleur (soyez-en informé). Je vous conseille aussi un couvert renforcé qui offrira une protection supérieure de vos composantes internes étant donné que celui qui vient d’origine avec le véhicule est plutôt fragile pour le type d’utilisation que l’on en fait.
Petit truc pour remettre votre huile, simplement une petite pompe manuelle que vous vissez à même votre bouteille d’huile.
Il s’agit d’un petit article de niveau très facile afin de donner un petit coup de pouce aux personnes débutantes qui seraient intéressées à faire ce petit travail eux-même.
Commençons par un petit vidéo qui donne une bonne idée sur la méthode de fabrication des boulons.
SAE:
SAE vient de : Society Of Automotive Engineer et a été utilisé comme la norme, principalement sur les voitures de fabrications américaines, dans les années 70. L’origine de la norme SAE ou impérial provient du système anglais basé sur les pouces et les fractions de pouces.
Un boulon de grade 8 est plus résistant qu’un boulon de grade 5 et ainsi de suite. La résistance est inscrite sur la tête avec un code de trait, par exemple un boulon de grade 5 aura 3 traits tandis qu’un de grade 6 aura 4 traits. Il y a une exception pour les boulons de grades 2 car ils n’ont simplement pas de traits. À noté qu’il existe d’autres types de marquages dans l’industrie que nous n’aborderons pas dans cet article…
Le grade 2
En acier de qualité standard, le grade 2 est le plus commun et le moins cher. La tête, à moins d’exceptions du fabricant, ne sera pas marqué.
Le grade 5 / f
Ceux-ci sont durcis pour augmenter leur force à l’aide d’un procédé thermique.
Le grade 8 / g
Les grades 8, tant qu’à eux, ont été durcis à de plus haut niveau que les boulons de grade 5 et sont utilisés dans les domaines plus à risque comme les suspensions de véhicules et autres.
Fait à noter, les boulons ont une certaine résistance aux températures dépendamment du type de matériel du boulon. Mais il est dit que pour un boulon de grade 5 et 8, les températures ne devrais pas dépasser 230c (450f) et descendre en bas de -45c ( -50f). La température a pour effet d’abaisser la limite d’élasticité du matériel. En dehors de ces limites de température vous modifié les propriétés mécaniques du métal (À voir dans le prochain article sur la métallurgie)
Métrique :
Le système métrique est probablement le préféré dans le monde et il se mesure en millimètre. Les voitures importées utilisent généralement le système métrique et ce depuis plus de 30 ans.
Résistance
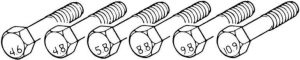
Comme pour le SAE, le système métrique est régi par une norme ISO qui impose de graver la classe sur la tête.
Le premier chiffre représente la résistance à la traction en MPA (méga pascal) divisé par 100. Le chiffre suivant le point est une fraction décimale et doit être multiplié par l’indice de résistance à la traction en MPA afin de donner la limite de l’élasticité approximative.
Par exemple :12.9 est la résistance approximative de 1200 MPA et la limite d’élasticité équivaut à environ 90% de cette valeur sois 0.9 x 1200 = 1080 MPA.
Bien qu’il n’y ait pas d’équivalent entre les deux systèmes, on peut généralement comparer un grade 5 à du 8.8 et un grade 8 à du 10.9.
Mais je veux encore plus solide !
On retrouve sur le marché d’autre type de grade moins commun pour monsieur, madame tout le monde, mais assez présent dans le monde des courses professionnelles et surtout dans le domaine du hors-route : La L9 aussi appelé Grade9 et la F911 sont toutes deux très reconnues pour leur résistance ainsi que leur prix.
Les L9
Est un alliage d’acier de haute qualité ayant subi un traitement chimique.
La F911
Le boulon F911 est fait d’un alliage 8640 (Voir tableau ci-dessus) qui dans le passé était seulement utilisé dans le monde de l’aérospatial mais est maintenant disponible pour tous. Elle utilise 50% plus de chrome et une petite quantité de Nickel comparativement à la grade 9 qui n’en a pas. Elle surpasse les exigences des tests Rockwell de norme F911. Elle offre une moyenne de 190 000 psi en résistance à la traction. La compagnie F911 inscrit elle-même les numéros de lots de production sur les boites de ses produits afin de pouvoir retracer la provenance et les traitements qui ont été faits sur les boulons
Alliage 8640
Element
Content (%)
Manganese, Mn
0.75-1.00
Nickel, Ni
0.40-0.70
Chromium, Cr
0.40-0.60
Carbon, C
0.38-0.43
Silicon, Si
0.15-0.30
Molybdenum, Mo
0.15-0.25
Sulfur, S
0.04 (max)
Phosphorus, P
0.035 (max)
Voici un petit vidéo qui peut donner une petite idée des tests que les boulons doivent passer selon les exigences de leur grade ( désolé de l’anglais.)
On retrouve plusieurs matériaux de conceptions ainsi que de recouvrement avec chacun leurs avantages ou inconvénients.
TYPE DE MATÉRIAUX :
On retrouve plusieurs matériaux de conceptions ainsi que de recouvrement avec chacun leurs avantages ou inconvénients en voici quelques uns.
Acier inoxydable :
Est un alliage à faible taux de carbone et chrome qui donne une qualité anticorrosive de haut niveau. Même si le boulon est rayé ou endommagé, il ne perdra en rien ses propriétés de protections. Il y a une fausse idée qui circule, comme quoi l’acier inoxydable serait plus solide que de l’acier normale. En fait, dû à leurs faibles taux de carbone, de nombreux alliages d’aciers inoxydables ne peuvent être durci par traitement thermique. C’est pour cette raison que si on les compare à un acier normal, ils sont à peine plus solide qu’un grade 2.
Stainless 18-8
Comprend 18% de chrome et 8% de Nickel
Stainless 316
Hautement résistante à la corrosion, idéal dans l’eau salé et environnement marin. Plus que cher que la 18-8
Stainless 410
Plus dure que la 18-8 mais pas aussi résistante à la corrosion.
On retrouve plusieurs matériaux de conception ainsi que recouvrement avec chacun leurs avantages ou inconvénients.
L’acier
Fait d’acier haute résistance et traité à la chaleur. Ils ne sont généralement pas plaqués, c’est pour cette raison qu’on les retrouve souvent noir mat
Silicone/Bronze
Souvent appelés bronze seulement. Ils sont un alliage simple de cuivre, étain et une petite quantité de silicone. Plus souvent utilisé dans le domaine maritime. Coût élevé.
Laiton
Alliage de cuivre et de zinc. Très résistant à la corrosion et est un conducteur électrique. Cependant à cause de sa souplesse il est plus souvent utilisé pour son apparence.
RECOUVREMENT :
Galvanisation
Revêtement de protection contre la corrosion. La galvanisation à chaud est le type de protection qui recouvre le boulon le plus épais. Pour cette raison les écrous utilisés doivent être ceux conçu pour ce type de traitement afin de laisser l’espace nécessaire au visage.
Zinc
Beaucoup de boulon sont couvert de zinc pour une meilleur protection contre la rouille. Ils ont un aspect brillant, argentés ou dorés. Ils offrent une résistance à la corrosion mais peuvent quand même rouiller si la couche de protection est abîmée ou si utilisés en milieu marin.
Chrome
Le chrome fournit une bonne protection contre la rouille mais vient avec un coût élevé. Si on a besoin d’une protection contre la corrosion à tout épreuve et qu’on à pas peur des prix, un boulon en acier inoxydable recouvert de chrome s’avère le meilleur choix dans ce domaine.
FILETAGE
Encore une fois plus d’un type de filetage existent dans le domaine de la boulonnerie. Il peut s’avérer parfois difficile à l’œil d’en déterminer la composition.
Le pas de filet peut faire référence au nombre de filets par pouce dans le cas de filetage SAE. Exemple : ½-20 veut dire que sur un pouce il y aura 20 filets.
Dans le métrique, le pas de vis fait référence à la distance entre deux filets consécutifs. Exemple : M12x 1.5 est qu’il y a 1.5mm entre deux filets.
Le filetage métrique ISO est le plus rependu. La métrique fine est plus rare et surtout utilisée pour des vis de réglage ou à des endroits à grande vibration.
Dans le système américain on retrouve deux types de filetage, soit
1: Filetage Seller Standard Américain( UNC) Souvent appelé standard Gros
2: Filetage Seller Standard Américain (UNF) Pour les filet Fin .
Un peigne à filets est un petit outil simple qui peut grandement vous aider si votre œil de bœuf vous joue des tours.
LA RÉSISTENCE MÉCANIQUE
Bon, apportez-vous un papier mouchoir car la prochaine partie vous fera sûrement saigner un peu du nez !
Essai de traction
Un essai de traction est une expérience de physique qui permet de déterminer le comportement élastique d’un matériau afin de mesurer le degré de résistance à la rupture ;
Il est réalisé en “tirant” sur un boulon jusqu’à rupture et met en évidence le comportement macroscopique de la matière.
Déformation élastique → plastique → rupture
En physique, l’élasticité est la propriété d’un matériau solide à retrouver sa forme d’origine après avoir été déformé.
La déformation plastique est la déformation irréversible d’un objet, sans atteindre sa rupture
Et enfin, la rupture est atteinte lorsque la sollicitation dépasse la résistance intrinsèque du matériau).
Mais à quoi servent ces informations ?
C’est informations sont importantes pour votre compréhension des spécifications du boulon que vous avez entre vos doigts. Un choix judicieux est nécessaire pour son application.
Les capacités de votre boulon sont importantes car un mauvais choix de grade, de matériel ou de filet pourrait avoir des conséquence grave en lien avec son utilisation.
« Une chaîne n’ai pas plus solide que son maillon le plus faible »
Pour commencer il existe plusieurs métaux qui confectionne les roues et non pas tous besoin de la même protection ou de préparation de surface.
Nous allons vous présenter deux projet pour démystifier un peu le sujet.
Projet 1 : Vous avez peu être suivie notre article sur les beadlocks de notre ami Dave :
Projet 2 : Mag en aluminium similaire à une roue d’origine.
Nous allons répondre au questionnaire de notre article précédant sur la peinture pour analyser nos besoins.
La meilleure option de peinture à tel été choisi pour Dave ?
Avons-nous une solution pour peindre des roues en aluminium ?
Question
Projet 1
Projet 2
Type de substrat
acier
aluminium
Support à peindre
Rouille, métal, peinture
Aluminium et peinture
Type de pièce, Forme
2 kit de 4 Roues 17¨ avec anneau perforé.
5 roues mag avec pneu
Préparation du support
brosser mécaniquement par endroit (grandeur)
Sabler grain 150 avec sableuse rotative.
Cahier de charges
pas d’urgence c’est l’hiver
Le plus rapidement possible
Température et Milieu de travail
fabrication dans un atelier professionnel
Garage personnel (été)
Espérance de résistance
Bonne résistance à la corrosion
Possibilité de faire des retouches facilement
Choix des systèmes de revêtements
Canette en spray
manque de résistance et de performance contre la corrosion
L’aluminium ne ce peinture pas avec n’importe quel
peinture
Produit de type
« Plasti-Dip »:
pas question on veut du permanant.
On ne reviendra pas en arrière.
Émail à séchage rapide
manque de résistance et de performance contre la corrosion
Manque d’adhésion sur aluminium et de résistance
Uréthane DTM
performance à long terme discutable
Choix à considérer
Époxy
excellente résistance contre la corrosion mais manque d’esthétique à long terme
Les roues en aluminium ne rouille pas mais très utile pour une bonne adhésion.
Primer époxy et finition uréthane ou polyester
excellent choix on niveau des performances général.
Retouche plus difficile
Produit de type
« Bed-Liner »
Esthétique non rechercher
Esthétique non rechercher
Le Powder Coating
Excellent choix on niveau des performances général
Travail de particulier sans enlever les pneus
Projet 1 : Le choix de notre ami Dave… Powder Coating, principalement pour des raisons budgétaire puisque le coût d’application et de préparation pour des petites pièces est très compétitif. Une application de Primer époxy et de finition uréthane aurais coûter plus chère. Comme dans tout domaine assurez vous que votre atelier de peinture en Powder Coating soie renommé.
Contre du projet 1 : Si vous êtes comme nous… les retouches sont inévitable donc prévoir dans le future de repeindre la totalité des roues. Un produit tel que le Powder Coating ou l’uréthane est plus difficile de retoucher sans trace. Avec une bonne protection de base il sera plus facile d’intervenir dans le future.
Projet 2 : Nos roues d’aluminium ne rouille pas et non pas besoin d’une aussi grande protection. Ce métal léger est par lui-même beaucoup moi résistant que l’acier. Les roues usagées qu’on avait à repeindre étaient grafigné profondément dans l’aluminium ce qui confirme aucune peinture n’aurais résisté. Nous recherchions un produit à retouche facile avec une adhésion sur la peinture et le métal léger. Ils existe sûrement un produit similaire dans le mode mais les caractéristiques du CTD828RTU sont surprenantes. Retouche concrètement invisible, séchage rapide, résistance surprenante, adhésion phénoménale pour un produit mono composante en spray.
Contre du projet 2 : Vue les paramètres extrêmement restrictif du projet du fais qu’on ne voulais pas retirer les pneus limitant grandement les options. Le produit retenu offre seulement trois choix de couleur, noir, graphite et magnésium. Voici un lien pour + plus d’info. https://www.facebook.com/PeinturesExtra/posts/1069995379694348
Je suis Michael Couturier et j’ai une petite entreprise nommé Michael Mobile Welding.
Pour mon article 4, je vais parler des ”Welding rigs”.
Nous avons tous vu ou entendu parler des ”Welding rigs”, bien ceci et un petit survol sur ceux-ci.
Les beaux camions avec les boîtes conçues sur-mesures contenant les soudeuses, les câbles sur des rouleaux et tout l’équipement à portée de main coûtent très cher. Bien que beaucoup de soudeurs de l’Alberta se sont payé leur camion et équipement, cela leur a été très dispendieux. Commençons par le début : le camion. Un camion une tonne double roues diesel coûte facilement 75 000$ neuf. Après, si vous voulez avoir une boîte sur-mesure, qui prend 1 à 2 mois à recevoir, il vous en coûtera entre 10 000 $ et 50 000 $ tout dépendant de ce que vous avez commandé.
Maintenant, la soudeuse. Un 10 000$ de vite parti! Après, il reste les câbles, les rallonges, les outils etc. Le coût de tout ceci monte vite à des sommes de 150 000$. Et ce n’est que le début! Aucune maintenance de fait, les bris peuvent arriver n’importe quand.
Toutefois, il y a de l’argent à faire dans ce domaine, si vous êtes prêts à débuter avec une grosse dette à rembourser.
Il y a d’autres types de ”Welding rigs”, certains prennent un camion ¾ de tonne et mettent l’équipement dans la boîte, dans des coffres et ont une soudeuse un peu plus petite. Beaucoup de monde qui commencent vont de cette façon. Vous pouvez aussi fabriquer votre propre plateforme. Il y a moins de coûts pour commencer.
Vous pouvez aussi faire comme moi. Je me suis acheté une remorque fermée 5’x10′, rien de gros, qui donne assez de place pour ma soudeuse et tous mes outils. J’ai opté pour cette option car je ne peux pas avoir un camion dédié pour la soudure seulement.
Nous devons tous commencer quelque part, tout cet équipement peut être acheté à long terme et s’il y a assez de travail, vous pouvez grandir un peu à la fois.
Bien que cet article ne parle pas de jeep ou de 4×4, je voulais juste vous dire ce pourquoi certains d’entre nous travaillons.
Pour le prochain article : vous êtes pris dans les sentiers et vous brisez votre 4×4 ? Comment pouvez-vous faire une soudure pour vous sortir de là.
Le sujet de mon petit article d’aujourd’hui vient d’une chose que je vois beaucoup trop souvent et qui ne devrait pu être légale lol. Les fameuses marettes sur les fils électriques dans certains véhicules.
Premièrement, comme dans tous les domaines, on retrouve bien sûr plusieurs gammes de produits. Je vous conseille fortement d’utiliser des bonnes composantes. En effet, je crois personnellement que si on veut couper les coins ronds dans certaines choses, je ne le recommande pas en matière d’électricité où les dommages peuvent être considérables.
Commençons par les points d’attaches. On en retrouve plusieurs sur le marché et en voici trois modèles plus courants et disponible dans tout les bons magasins du coin.
Commençons par le premier modèle. Un des gros inconvénients. comme vous pouvez le voir sur la photo, est que les extrémités de la pince ( l’endroit ou est situé la vis de serrage) se touchent, donc même si on serre plus, l’emprise sur la borne ne sera pas plus forte. Ce modèle vient souvent se dé-serrer sur la borne et peut causer des dommages. Ce modèle a au moins l’avantage d’avoir l’inscription du positif et négatif ( la borne positive et négative n’ont pas la même grosseur). Il est possible d’ajouter des fils sur des petites bornes externes sur ceux-ci.
Le modèle suivant est très abordable, malheureusement aucune distinction entre le positif et le négatif. Donc plus serré sur un des pôles. J’ai moi même cassé une de ces attaches en serrant un peu trop. Les fils ne sont pas soudés, seulement écrasés.
Le modèle que je vous conseille aujourd’hui a plusieurs avantages. Modèle Grote. Tous les connecteurs et les bornes de Grote sont en cuivre et sont étamés par électrolyse pour assurer une conductivité électrique maximale après le sertissage, à moins d’avis contraire. La gaine isolante en vinyle offre une bonne rigidité diélectrique et résiste à la pression de sertissage. Toutes les bornes sont codées par couleur selon la plage de fils afin de les identifier facilement.
En premier lieu, elles sont très bien identifiées en tant que positif et négatif. Donc les deux sont de grandeurs différentes et se fixent adéquatement aux bornes. Ensuite, vous pouvez choisir la forme que vous voulez dépendamment de l’espace dont vous disposez. Pour ceux qui ont des restrictions en matière d’espace, les attaches en L peuvent vous sauver des tracas.
Il s’en fait aussi des doubles pour les systèmes avec deux batteries.
Maintenant viens le moment de fixer votre fil 2GA . AWG( American Wire Gauge ) Unité de mesure qui permet de mesurer le diamètre d’un fil conducteur électrique. Petit point de connaissance générale : en lisant sur le sujet on se rend compte que beaucoup de références se gardent une gêne à se prononcer sur les différences entre les types de fils de même »gauge » (calibre). Ce que je veux dire par là est que deux fil de 2GA peuvent avoir une épaisseur de caoutchouc différente car le gauge est mesuré sur la circonférence des brins intérieurs et non celle du fil extérieur. De plus, même la composition intérieure peut varier. Sur la photo du bas, deux fils de 2GA ne sont pas composés de la même façon, un étant muni de plus de brins que l’autre et de brins plus petit. Donc, si on se fie à cette observation, il est permis de penser que les deux fils de même gauge ne possèdent pas nécessairement la même résistance. La progression des valeurs AWG est telle que, dans le sens décroissant des valeurs, toutes les 6 gauges, nous avons un doublement du diamètre du fil et toutes les 3 gauges, un doublement de la section (ou toutes les 6 un quadruplement de la section). Le procédé est similaire aux décibels d’un signal et au niveau de la puissance (+6dB équivaut à multiplier par 4 la puissance). La progression est donc du type logarithmique
Dans le système AWG, le diamètre croît alors que la valeur gauge décroît, mais dans le système métrique c’est l’inverse. C’est peut-être pour éviter cette confusion que la plupart du temps la taille métrique d’un conducteur est exprimée en millimètres plutôt qu’en gauge métrique.
Le système de gauge AWG reste malgré tout très utilisé pour désigner les diamètres des conducteurs utilisée dans le câblage informatique et électronique.
Encore quelques options s’offrent à vous. La premier que je vous propose est mon premier choix, cependant, ce n’est pas tout le monde qui à l’équipement nécessaire. Pour eux, la deuxième technique serait sûrement plus adéquate. Je parle ici de la technique de CRIMP & SHRINK.
Premier étape identifier le type de fil afin de choisir le bon connecteur. Souvent le gage du fil sera même identifier sur le fil en tant que tel.
Si l’inscription sur votre fil est illisible ou encore non présente un belle outil vous permet d’évaluer facilement le type de fil.
A noter que l’intérieur de votre fil même si c’est un gage 2 peux varier d’un modèle à l’autre. Comme sur les deux photos on parle de deux fil 2 gauge et pourtant un a une constitution faite de beaucoup plus de grains donc une plus grande flexibilité et une meilleure circulation de courant.
Ensuite, on doit choisir le connecteur. Encore là, beaucoup de modèles et de niveaux de qualité sont disponibles. On le voit facilement à l’épaisseur de la composante.
Assurez-vous que le bout du connecteur qui fera contact soit de la bonne grosseur. Il est important qu’il n’y aille pas de lousse sur la borne. On choisit dans le cas présent une composante 2GA afin d’être adéquat avec le type de filage.
Encore une fois, quelques options de qualité s’offrent à vous. Vous pouvez facilement voir sur la photo la différence d’épaisseur. Encore une version plus abordable et une de plus haute qualité.
Une fois le bon connecteur choisi, nous allons raccorder le fil au connecteur et bien sûr pas avec des marettes. Nous allons donc faire le raccord avec la technique crimp and shrink .
Première étape, choisir la gaine approprié. Plusieurs modèles, épaisseurs, avec ou sans colle existent sur le marché. Dans ce cas, nous avons choisi avec colle. On retrouve aussi un choix de couleur donc prendre un rouge pour votre positif est toujours une bonne idée.
À noter que, dépendamment de la gaine choisie, ceux-ci ont des ratios de shrink différents. Certaines vont vous offrir un ratio de 3 pour 1, 4 pour 1, ect. Ensuite, enfilez la gaine dans votre câble.
Ensuite nous allons dénuder le fil. Il est important de prendre la mesure de la coupe afin d’avoir la bonne longueur de fil dénudé et ainsi éviter un grand bout non protégé.
Prochaine étape est importante et c’est à ce moment que les options peuvent s’offrir à vous. Vous pouvez souder votre fil à l’aide d’étain (plusieurs types de fil s’offrent encore là à vous avec plusieurs composantes). Assurez-vous de choisir le bon type pour la tâche que vous avez à accomplir.
Dans notre cas nous allons utiliser des copper log ( Billes de brasage et flux) vous devez choisir votre modèle de log en fonction de la grosseur de votre connecteur.Ensuite fixer votre connecteur dans un étaux et mettre la log dans le connecteur.
Soyer prêt avec votre fil en main car au moment ou votre log deviendra liquide vous devez rapidement mettre le fil a l,intérieur du connecteur.Une fois le fil inserré dans le connecteur reste a finaliser la gaine protectrice. Il suffit de l’installer sur le gap entre le fil et le connecteur et faire chauffer a l’aide d’un heat gun
Petit détails aussi , dans notre passion ont a souvent plusieurs composant à relié a nos batterie. Souvent les batterie tel que les batteries Optima ont de mini borne non conçu pour les gros voltage comme les winch , mais plustôt pour de petits accessoires. Le système de raccord de votre filage est le même principe que ce que l’ont a vue tantôt . Mais ce que l’on voit souvent c’est plusieurs raccord sur la borne.
Si votre set-up ressemble à ça je crois que la prochaine option serait mieux approprié à vos besoin. Donc même principe que la technique tantôt mais nous allons joindre nos deux fil ensemble sous le même connecteur . Ont Twist nos fil , ont place le duo dans le connecteur et on fait chauffé au heat gun.Ensuite vous devez crimper a l’aide des pince conçu a cette effet choisir la bonne couleur dans la pince qui s’associe au bon connecteur.
Une fois terminé ont peux aussi tester la connexion.
L’option de joindre 2 en fil en 1 fil est aussi possible a l’aide du joint conçu à cette effet qui possède un orifice plus grand d’un coté que de l’autre encore une fois même technique.
Tant qu’a être dans le filage électrique voici un petit outil qui peut vous sauver des petits désagrément. Si vous avez déjà passé du filage au travers votre firewall de véhicule par le caoutchouc , il es souvent difficile d’y passer le fil. Avec cet outil qui ne demande pas d’explication le tour est joué en un tour de main.
En espérant que ce petit article vous auras donner un petit coup de pouce.
Information supplémentaire: http://fr.grote.com/electrical-connections/



















 Les bas de portes étant en très mauvais état, ils on dû être changés complètement par des nouveaux. Le tout commandé directement chez AMG.
Les bas de portes étant en très mauvais état, ils on dû être changés complètement par des nouveaux. Le tout commandé directement chez AMG. 



 Le client désirait aussi une conversion 4 portes, le véhicule étant seulement deux portes à son arrivée à l’atelier.
Le client désirait aussi une conversion 4 portes, le véhicule étant seulement deux portes à son arrivée à l’atelier.




 pourquoi le moteur est un Détroit et non un GM ? Et bien lorsque le véhicule a été soumis aux tests militaires afin d’être accepté pour l’armée américaine, il n’a pas rempli les exigences. Les moteurs présentaient des lacunes lors des tests. Donc afin de ne pas perdre un tel contrat, Gm on lancé la balle à la compagnie Détroit Diesel, qui était la filiale diesel de GM. Le véhicule pèse, une fois terminé, 7500 lbs pour cette version. Beaucoup de versions sont toutefois disponibles, ce qui varie de beaucoup le poids. Par exemple, la version blindée monte facilement a 17 000 lbs. Pour vous donner une idée, juste les portes de la version blindée present à elles seules environ 550 lbs chacune. Une version que VAT est aussi en mesure de fabriquer, si bien sûr vous possédez les permis et autorisations nécessaires afin de posséder ce modèle.
pourquoi le moteur est un Détroit et non un GM ? Et bien lorsque le véhicule a été soumis aux tests militaires afin d’être accepté pour l’armée américaine, il n’a pas rempli les exigences. Les moteurs présentaient des lacunes lors des tests. Donc afin de ne pas perdre un tel contrat, Gm on lancé la balle à la compagnie Détroit Diesel, qui était la filiale diesel de GM. Le véhicule pèse, une fois terminé, 7500 lbs pour cette version. Beaucoup de versions sont toutefois disponibles, ce qui varie de beaucoup le poids. Par exemple, la version blindée monte facilement a 17 000 lbs. Pour vous donner une idée, juste les portes de la version blindée present à elles seules environ 550 lbs chacune. Une version que VAT est aussi en mesure de fabriquer, si bien sûr vous possédez les permis et autorisations nécessaires afin de posséder ce modèle.
















 Dans mes plus récents et connus, il y a eu mon Gladiator avec un Cummins twin turbo qui est rendu a Princeton au Massachusetts et le S10 Duramax qui lui est aussi rendu aux États Unis dans le coin de l’Indiana… c’est des jouets le fun, mais sans commanditaires ça coûte une fortune à garder si on veut être compétitif, et comme je ne les avais pas montés pour être deuxième, avec regrets, je les ai vendus.
Dans mes plus récents et connus, il y a eu mon Gladiator avec un Cummins twin turbo qui est rendu a Princeton au Massachusetts et le S10 Duramax qui lui est aussi rendu aux États Unis dans le coin de l’Indiana… c’est des jouets le fun, mais sans commanditaires ça coûte une fortune à garder si on veut être compétitif, et comme je ne les avais pas montés pour être deuxième, avec regrets, je les ai vendus.






































































































 Commençons par le début : le camion. Un camion une tonne double roues diesel coûte facilement 75 000$ neuf. Après, si vous voulez avoir une boîte sur-mesure, qui prend 1 à 2 mois à recevoir, il vous en coûtera entre 10 000 $ et 50 000 $ tout dépendant de ce que vous avez commandé.
Commençons par le début : le camion. Un camion une tonne double roues diesel coûte facilement 75 000$ neuf. Après, si vous voulez avoir une boîte sur-mesure, qui prend 1 à 2 mois à recevoir, il vous en coûtera entre 10 000 $ et 50 000 $ tout dépendant de ce que vous avez commandé.
 Beaucoup de monde qui commencent vont de cette façon. Vous pouvez aussi fabriquer votre propre plateforme. Il y a moins de coûts pour commencer.
Beaucoup de monde qui commencent vont de cette façon. Vous pouvez aussi fabriquer votre propre plateforme. Il y a moins de coûts pour commencer.